Жестяные консервные банки
Жестяные банки | Подольский тарный комбинат
Банки состоят из трех частей: корпуса, прикатанной крышки (дна) и крышки, поставляемой в комплекте. Прикатанная крышка может быть стандартной или легковскрываемой.
Банки изготавливают со сварным продольным швом. К банкам прикатываются стандартные крышки.
В зависимости от назначения банки изготавливают с лакированной или нелакированной внутренней поверхностью или наружной поверхностью, а так же с наружней литографией. Вид лакокрасочного покрытия внутренней и наружной поверхности устанавливается по согласованию с потребителем.

| Обозначение банки | Внутренний диаметр (d), мм | Высота наружная (H), мм | Вместимость, см³ |
| № 1 | 72,8 | 31,5 | 90 |
| № 22a | 72,8 | 37,0 | 120 |
| № 22 | 72,8 | 40,5 | 140 |
| № 4А | 72,8 | 67 | 220 |
| № 4 | 72,8 | 70 | 260 |
| № 7 | 72,8 | 84 | 320 |
| № 9 | 72,8 | 95 | 370 |
| № 46 | 72,8 | 109 | 425 |
Цельная банка
ООО Подольский тарный комбинат предлагает цельнотянутые (Цельные жестяные банки) жестебанки для промышленного консервирования мясных и рыбных консервов, изготовленные по ГОСТ 5981-88.Цельнотянутые, они же цельноштампованные банки изготовливаются посредством выдавливанием(штамповкой) из листов лакированной или нелакированной белой жести (ЭЖК). Банки имеют бесшовный корпус. Такие банки имеют малое соотношение высоты к диаметру. Для получения литографического изображения на поверхности цельноштампованных банок используют листы литографированной жести с изначально искаженным изображением. При этом конечное литографическое изображение на цельноштампованной банке получается качественным.
| Обозначение банки | Внутренний диаметр (d), мм | Высота наружная (H), мм | Вместимость, см³ |
| № 60 | 72,8 | 27,0 | 95 |
| № 1 | 72,8 | 31,5 | 110 |
| № 1a | 72,8 | 35,0 | 117 |
| № 2 | 99,0 | 28,0 | 175 |
| № 3 | 99,0 | 38,5 | 250 |
| № 8 | 99,0 | 50,5 | 353 |

Области применения металлических банок:
|
|
jest-banka.ru
Старые консервные банки: неожиданные способы их применения
Консервы впервые стали популярны еще во время Наполеоновских войн. Французский повар Николя Аппер придумал фасовать готовое мясо и рыбу в жестяные банки. Опустошив очередную баночку, отправьте ее на переделку. Старая тара сможет послужить в качестве декора комнаты или приусадебного участка.
Цветочный декор
Разрежьте металл при помощи специальных ножниц, чтобы создать цветы или листья. Можно покрасить ваши произведения краской из баллончика. Такие цветы могут стать отличным подарком или оригинальным украшением для праздника.


Расставьте в банки свечи
Пламя свечи — самый лучший способ создать расслабляющую атмосферу или романтическое настроение. Сделайте оригинальные подсвечники из банок, прорезав фигурные отверстия и покрасив стенки.



Если хотите скрыть саму структуру баночки, используйте декоративную ткань или даже лепестки искусственных цветов. Таким образом банка станет отличным каркасом для подсвечника цилиндрической формы.

Хранение мелочей
Задекорированная жестяная банка может служить отличной шкатулкой или подставкой для карандашей. Банки можно собрать вместе в единую композицию, сделав своеобразный органайзер для мелочей.

Декор для внешнего пространства
Те вещи, которые в квартире могут показаться слишком вычурными, будут потрясающе смотреться в саду. Сделайте кормушку для птиц, или вертикальный сад из банок, а крышки послужат для создания музыки ветра.


cpykami.ru
Как устроена жестяная консервная банка
Жестяная консервная банка (справа — разрез фальца)Консервная банка состоит из корпуса, донышка и крышки. Корпуса банок изготовляют из прямоугольных бланков, нарезанных на специальных механических ножницах строго по размеру будущей банки. На скоростных автоматических машинах из бланка образуют круглый корпус банки, в котором продольный шов состоит из 4 слоев металла. Все эти слои плотно спрессованы. Чтобы банка была герметичной, продольный шов автоматически на конвейере запаивается оловянным припоем. Так как в состав припоя входит некоторое количество свинца, а попадание свинца или его солей в пищу не разрешается, при запаивании банок нельзя допускать, чтобы внутрь корпуса попали частицы сплава.
Сплав наносится только на наружную поверхность корпуса банки.
В запаянном корпусе отгибают (отбортовывают) край, чтобы было удобно прикрепить к нему донышко и крышку. Донышко и крышки банок чаще всего одинаковы. Их изготовляют штамповкой из листа или из рулона жести с образованием на поверхности нескольких концентрических колей (иногда выпуклых). Эти кольца называются кольцами жесткости. Когда готовая банка с консервами после закатки попадает в автоклав для стерилизации, в ней повышается давление вследствие нагревания содержимого. От этого консервная банка несколько вспучивается, кольца жесткости играют роль пружин, они позволяют банке несколько увеличиться в объеме, без ее повреждения. После охлаждения банки крышки и донышки принимают нормальное положение.
На специальных устройствах края отштампованных донышек и крышек несколько загибают и в образовавшийся желобок заливают жидкую массу (пасту), в которой растворен пищевой каучук. Затем крышки на конвейере высушивают, растворитель улетучивается, а на каждой крышке остается в виде кольца тонкая пленка каучука. Она заполняет всевозможные неплотности при укупорке, и обеспечивает герметичность банок.
Готовое донышко прикрепляют («прикатывают») к запаянному и отбортованному корпусу банки. После заполнения продуктом к ней так же прикатывают крышку. При закатывании получается сложный герметичный фальц.
Описанным способом изготовляют сборные жестяные банки, но в настоящее время много консервов, особенно рыбных, вырабатывают в цельноштампованных (или цельнотянутых) жестяных банках. Такие банки выштамповывают из листовой или рулонной жести, причем образуется сразу готовый корпус банки с донышком. Цельнотянутые банки не надо запаивать, требуется лишь прикатать сверху крышку. Таким способом изготовляют главным образом невысокие банки (круглые, прямоугольные, овальные). Иногда жестяные банки изготовляют со специальными ключиками для вскрытия. У высоких цилиндрических банок ключик захватывает специальный язычок на корпусе и срезает полоски жести возле крышки при медленном поворачивании ключа вокруг банки, причем полоска, отделяющаяся от корпуса, навертывается на ключ. Такая полоска образуется в результате частичной надсечки слоя жести при изготовлении банки.
Обычно цилиндрические банки с язычком на корпусе применяют в тех случаях, когда консервы не содержат свободно отделяющейся жидкости (сока, бульона), а представляют собой плотную, желеобразную массу, которая не будет выливаться через отверстие, образующееся при вскрытии банки.
canned-goods.ru
Металлическая тара для консервов
Наибольшее распространение получила жестяная тара, она легкая и обладает высокой теплопроводностью. Жестяная тара требуемых размеров может быть изготовлена на консервных заводах. Однако жестяная тара имеет ряд недостатков.
При хранении консервов в таре из белой жести протекают процессы коррозии, т. е. переход металла под влиянием окружающей среды (воздуха или пищевых продуктов) в различные окисные соединения или соли органических кислот.
Наружная поверхность консервной банки при хранении на складах, особенно неотапливаемых, начинает покрываться продуктами окисления (ржавчиной). Этот процесс идет, несмотря на слой олова, покрывающий железную основу жести, потому что слой олова имеет поры. Обычно при горячем покрытии оловом жесть имеет 6-10 и более пор на квадратный сантиметр. Каждая точка - это микроэлемент, где под влиянием влаги протекают процессы коррозии. Осенью, весной, а для юга и в зимний период в течение суток в складах резко меняется температура воздуха и при его большой относительной влажности создаются условия, когда насыщенный водяными парами воздух охлаждается при соприкосновении со штабелями консервов (температура консервов не меняется так резко, как воздух), у поверхности жестяной тары происходит перенасыщение его водяными парами и капли влаги осаждаются на жестяной поверхности. В каплях влаги, осевших на загрязненную поверхность жести, образуется электрический элемент железо - олово, а проводником является загрязненная органическими и неорганическими соединениями вода. Железо и олово имеют различные электрические потенциалы. В этих условиях растворяется железо, а олово сохраняется. Вода высыхает, и жесть покрывается ржавыми пятнами.
При соприкосновении с консервируемыми пищевыми продуктами, содержащими органические кислоты, электрический потенциал олова изменяется в зависимости от рН консервной среды, и начинается переход олова в консервы. По этой причине органы здравоохранения нормировали содержание олова в консервах. Максимальное содержание олова в овощных и прочих видах консервов не должно превышать 200 мг в 1 кг. Покрытие лаком или эмалью внутренней поверхности банок значительно уменьшает переход олова в консервы.
Кроме листовой белой жести горячего лужения, на консервных заводах применяют для изготовления банок и крышек для стеклотары жесть белую рулонную без лака и покрытую лаком марки ЖКЛ (консервная горячего лужения лакированная) и ЭЖКЛ (консервная электролитического лужения лакированная). Рулонная белая лакированная жесть должна иметь блестящую поверхность без потеков лака, пузырьков, незалакированных мест. Цвет поверхности жести должен быть однородным. Жесть выпускается различной ширины, чтобы уменьшить отходы при изготовлении банок.
Для уменьшения расхода олова выпускается рулонная жесть электролитического (негорячего) лужения. Расход олова при электролитическом лужении уменьшается в 2-3 раза. Жесть электролитического лужения покрывается двойным слоем лака.
Кроме белой жести выпускают рулонную жесть марки ЖЧКЛ (жесть черная консервная лакированная), из которой вырабатывают крышки для стеклянной тары.
Проводился ряд работ по применению алюминия для изготовления консервной тары и крышек СКО. Алюминий хорошо штампуется. Всякие нарушения поверхности алюминия при штамповке не имеют такого значения, как в жести, потому что оксидная пленка в местах нарушения под влиянием кислорода, воздуха быстро восстанавливается. Лакирование поверхности алюминия создает дополнительную защиту против коррозии. Продукты коррозии алюминия имеют белый цвет и органами здравоохранения не нормируются. Но при применении алюминия имеется и ряд трудностей: алюминий паять нельзя, поэтому сборные банки изготавливать из него невозможно, он имеет пониженную по сравнению с жестью механическую прочность, поэтому увеличивается брак банок в процессе их изготовления и при погрузочно-разгрузочных операциях. Алюминий имеет пониженную коррозионную стойкость к кислотной среде консервов, поэтому, несмотря на лакирование внутренней поверхности банок, пригоден только для расфасовки консервов, имеющих рН около 7 (мясные, рыбные в масле, натуральные овощи).
Для борьбы с коррозией жесть или другие материалы, из которых изготавливают банки для консервов, необходимо лакировать. Лаки и эмали, применяемые для покрытия жести, не должны содержать вредных примесей: солей тяжелых металлов, веществ, которые придают продукту посторонний привкус, запах или цвет.
Лаковые и эмалевые пленки должны выдерживать механическую и тепловую обработку, которая необходима для изготовления банок и при технологических процессах. Пленка не должна отслаиваться от поверхности жести, образовывать трещины, но она должна выдерживать без изменений нагревы при стерилизации в течение 2 час. при температуре 100° или 1,5 часа при температуре 121°.
Плотность и прочность лаковой пленки проверяют, подвергая кипячению образцы жести, покрытой лаком, в течение 2 час. в 50%-ном растворе сахара, 3%-ной поваренной соли, 12%-ном томатном пюре и 3%-ной уксусной кислоте. Лаковые покрытия не должны изменяться при такой обработке.
Жесть, из которой изготавливают тару для консервов, содержащих много белковых веществ (крабовые, куриные), покрывают белковоустойчивыми эмалями.
Эмаль должна выдерживать двухчасовое кипячение в 3%-ном растворе поваренной соли или в растворе из 3% желатины и 1% поваренной соли. Раствор насыщают сероводородом (h3S).
В состав лаков входят естественные или синтетические органические смолы (копал и др.), масла (тунговое, льняное) и растворители (скипидар, спирит).
Белковоустойчивую эмаль изготавливают из лака с добавлением окиси цинка (ZnO). Это необходимо потому, что в процессе стерилизации белковые соединения под влиянием температуры начинают разрушаться, а в процессе распада выделяются сернистые соединения, которые, реагируя с оловом жести, дают налеты на поверхности жести (черно-синего цвета) сернистого олова (SnS). Если эти продукты распада белка будут соприкасаться с пленкой эмали, которая содержит окись цинка, то будут образовываться на поверхности пленки соединения сернистого цинка (ZnS) белого цвета, а не черно-бурые налеты (SnS).
Для нанесения лаков и эмалей на жесть применяют ротационные машины. На валы машины накладывают специальную массу, в состав которой входит желатин. После нанесения покрытия лист жести поступает в печь. Отжиг лака ведут при температуре 180-220°. Во время отжига из лака улетучивается растворитель и происходит полимеризация масла. Пленка делается твердой, эластичной и нерастворимой в консервных продуктах.
Для получения хороших покрытий (безпористых) лак наносят в два слоя. Толщина покрытий 10-15 микронов. Наружную сторону банки иногда литографируют. Наносят рисунки, печать, краски на специальных машинах. В последние годы на консервных заводах установлены машины, способные наносить литографическую печать в четыре цвета. Банка, внутренняя поверхность которой покрыта лаком, а наружная литографией и лаком - значительно меньше подвергается коррозии.
По способу изготовления жестяные консервные банки делят на сборные и цельнотянутые. Основной тип - сборная цилиндрическая жестяная банка (рис. 3); она состоит из трех деталей: корпуса, донышка и крышки. Корпус банки изготавливают из заготовки (бланка), имеющей продольный шов. Донышко и крышка соединены с корпусом двойным закаточным швом. Продольный шов изготовлен в замок внутри банки и снаружи пропаян.
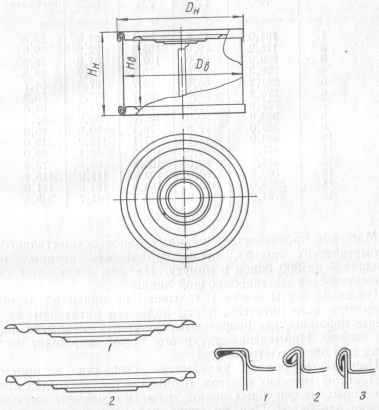
Рис. 3. Сборная цилиндрическая жестяная банка: слева - концы жестяных банок: 1 - с отогнутым фланцем; 2 - с закругленным фланцем; справа - двойной закаточный шов: 1 - до работы роликов; 2 - после первой операции; 3 - после второй операции.
Концевые части продольного шва выполнены внахлестку. Если продольный шов по всей высоте будет выполнен в замок, то при соединении его с крышкой и донышком получится настолько много слоев жести (одиннадцать вместо семи), что герметичности шва нельзя достигнуть.
Донышки и крышки имеют рельефы, создающие упругость банки, поэтому форма банки, после ее увеличения из-за объемного расширения продуктов в процессе стерилизации восстанавливается при охлаждении.
Цельноштампованные банки не имеют шва. Их получают методом штамповки на специальном прессе (штампуют корпус банки и крышку).
Характеристика сборных жестяных банок приведена в табл. 6.
| Номер банки | Объем банки, см3 | Диаметр банки, мм | Высота банки, мм | ||
| внутренний | наружный | внутренняя | наружная | ||
| 1 | 104,0 | 72,8 | 76,1 | 24,0 | 29,5 |
| 2 | 176,2 | 99,0 | 102,3 | 22,9 | 29,8 |
| 3 | 250,0 | 99,0 | 102,3 | 31,9 | 38,8 |
| 4 | 258,3 | 72,8 | 76,1 | 61,9 | 68,8 |
| 5 | 261,2 | 83,4 | 86,7 | 47,8 | 54,7 |
| 6 | 270,2 | 83,4 | 86,7 | 49,4 | 56,3 |
| 7 | 325,0 | 72,8 | 76,1 | 77,9 | 84,8 |
| 8 | 353,0 | 99,0 | 102,3 | 45,9 | 52,8 |
| 9 | 375,0 | 72,8 | 76,1 | 89,9 | 96,8 |
| 10 | 483,9 | 74,1 | 77,1 | 112,2 | 119,0 |
| 11 | 477,7 | 99,0 | 102,3 | 62,1 | 69,0 |
| 12 | 514,6 | 99,0 | 102,3 | 66,9 | 73,8 |
| 13 | 860,6 | 99,0 | 102,3 | 111,9 | 118,8 |
| 14 | 3033,0 | 153,1 | 156,6 | 164,8 | 171,8 |
| 15 | 8794,8 | 215,2 | 219,0 | 241,7 | 248,8 |
Массовое производство жестяных банок осуществляется на автоматических линиях, производительность которых очень большая - до 300 банок в минуту. На рис. 4 показана схема автоматической жестянобаночной линии.
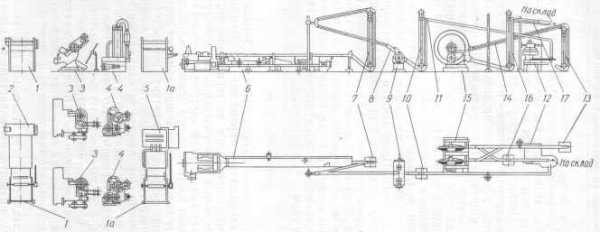
Рис. 4. Схема автоматической жестянобаночной линии: 1 и 1а - питатели; 2 - фигурные ножницы; 3 - прессы; 4 - пастонакладочные машины; 5 - дисковые ножницы; 6 - корпусообразующая машина; 7, 10, 13, 16 - элеваторы; 8, 11, 14, 17 - течки; 9 - фланцеотгибочная машина (фланжер); 12 - закаточная машина; 15 - испытательная машина (тестер).
По схеме листы жести укладывают на приемной площадке автоматического питателя, листы подаются питателем на фигурные ножницы, где разрезаются фигурным ножом на фигурные полосы. Применение фигурного ножа сокращает отходы жести при производстве банок.
Нарезанные полосы укладывают стопками в приемную часть автоматических прессов. В линии установлено два пресса, на которых из фигурных полос выштамповывают донышки и крышки для банок. Они по течке попадают на подвивочный диск, который завивает крышки или донышки (концы) и укладывает их в стопки. В дальнейшем стопки концов переносят на пастонакладочные машины. В линии установлены две машины, которые на концы накладывают резиновую пасту. Пастонакладочная машина имеет сушилку, в которой паста высушивается и на концах остается только резиновая основа. После пастонакладочной машины высушенные концы переносят и укладывают в приемники закаточных машин. Этим заканчивается производство концов для жестяных банок.
Машины выполняют корпус банки, пропайку его, соединение с донышком и проверку изготовленной банки; работают машины в следующем порядке.
Питатель подает листы на сдвоенные дисковые ножницы, на которых лист разрезается на прямоугольники по размерам (заготовки), необходимым для изготовления корпуса банки. Эти прямоугольные полосы жести называют в заводской практике бланками. Последние вручную укладывают стопками в приемную часть корпусообразующей машины, где происходит формование корпуса, образование продольного шва, склепывание его и пропайка припоем (40% олова и 60% свинца). Пропаянный готовый корпус банки элеватором поднимается вверх и по течке направляется на фланцеотгибочную машину (фланжер), где корпус отбортовывается с двух сторон, т. е. подготавливается к соединению с донышком и крышкой. Отбортованные корпуса элеватором и течкой транспортируют в закаточную машину. Раньше указывалось, что в магазин закаточной машины помещают донышки. После закатки изготовленные банки элеватором по течке поступают в испытательную машину, называемую в заводской практике тестор. Испытание проводят сжатым воздухом. Если банка герметичная, то давление воздуха в ней за период испытания не меняется, если банка негерметичная, давление падает, и такую банку машина отбраковывает. Прошедшие испытание банки направляют на элеватор и по течке на склад тары.
www.comodity.ru