Полировка нержавейки в домашних условиях
Советы в работе с нержавейкой
Как отполировать нержавейку (нержавеющая труба, лист нержавеющий): Гладкая зеркальная поверхность нержавеющей трубы или листа может быть получена не только в заводских условиях, полировать нержавейку вполне возможно и дома. Этот процесс необходим для придания эффектного вида самодельной работе, зачистке сварочных швов или для нейтрализации царапин на поверхности. Для этого Вам понадобится:
- • — углошлифовальная машина (болгарка);
- • — шлифовальные круги различной зернистости;
- • — наждачная бумага или камень;
- • — фетровые или войлочные круги;
- • — полировальная паста.
Сначала необходимо произвести черновую зачистку поверхности, удалить наплывы металла со сварных швов. Для этого используйте круг на фибровой основе. Если поверхность достаточно гладкая, пропустите этот этап. Для того, чтобы удалить риски от зерна возьмите войлочный или фетровый круг и равномерно нанесите на него столярный клей. Затем аккуратно пройдитесь им по абразивной крошке. Абразивную крошку можно получить из наждачной шкурки или камня, потерев их друг о друга.
Отшлифуйте поверхность нержавейки еще несколько раз, каждый раз уменьшая размер абразива вдвое. Не забудьте промывать поверхность нержавеющей стали после каждой шлифовки. Проверьте, поверхность после шлифовки должна быть совершенно гладкой. Убедитесь, что устранены все грубые шероховатости, иначе после полировки эти участки придется шлифовать заново. Возьмите чистый фетровый или войлочный круг и полировальную пасту. Важно правильно подобрать полировальную пасту, поскольку для разных марок нержавейки подходят разные виды пасты. Постарайтесь найти алмазную пасту, зернистость которой соответствует вашему металлу, в крайнем случае, подойдет обычная полировальная паста или ГОИ. Начните финишную полировку нержавеющей стали, последовательно убирая видимые риски. Постепенно, через некоторое время, вы увидите, что поверхность становится все более гладкой, это происходит из-за того, что под воздействием высокой температуры поверхность детали оплавляется и растекается. Старайтесь не перегреть деталь, некоторые металлы от этого могут поменять цвет. Как определить нержавейку: Нержавейка, обладает качествами, присущими только этому виду стали. Отличить ее от «собратьев» можно, подвергнув некоторым испытаниям. Сделать это можно, поместив сталь в соляной раствор. Можно прибегнуть к более сложным методам, использовав физические расчеты.
Для этого Вам понадобится:
- — соль поваренная;
- — вода;
Поскольку, исходя из названия, «нержавейка» стойка к ржавчине, надо проверить ее с этой точки зрения. Необходимо сделать концентрированный раствор поваренной соли в воде и поместить в него изделие из нержавеющей стали. На следующие сутки можно оценить результат. Нержавеющая сталь может быть пищевой и не пищевой. Отличить их можно при помощи спектрографа.
Как сваривать нержавейку:
Сварка представляет собой процесс неразъемного соединения частей путем установления между ними межатомных связей при нагреве или пластическом деформировании. Как правило, сварку применяют для соединения различных металлов и их сплавов. При сваривании деталей нержавеющей стали нужно учитывать отличия физических свойств «нержавейки» от свойств углеродистой стали.
Какие существуют способы сваривания «нержавейки»?
От углеродистого проката нержавеющую сталь отличают большое удельное сопротивление, более низкая точка плавления и теплопроводность, больший процент теплового расширения.
Выполнять сварку нержавеющей стали можно несколькими способами.
При толщине материала более 1,5 мм обычно применяется ручная дуговая сварка вольфрамовым электродом в инертном газе. Высокая производительность достигается при сварке тонких листов нержавеющей стали, а также нержавеющих труб.
А вот для сваривания листов «нержавейки» толщиной 0,8 – 1,5 мм годится импульсная сварка дугой при плавящемся электроде в инертном газе, а также дуговая сварка со струйным переносом металла. Все более широко применяется плазменная сварка.
Для толстого нержавеющего металла производится дуговая сварка под флюсом, а для более тонких листов точечная и роликовая сварка . После сварки требуется последующая обработка сварных швов. На поверхности соединения, полученного путем сварки, образуется пористый оксидный слой, который в существенной степени ослабляет стойкость сварного шва по отношению к коррозии. Для последующей обработки сварных швов применяются различные методы.
Одним из таких способов обработки сварных швов считается травление.
При правильном применении травление способно устранить вредный оксидный слой, а также зону со сниженным содержанием хрома. В зависимости от конкретных условий выполняется травление путем погружения, нанесения на поверхность или же покрытия изделий пастой. Чаще всего применяется смешанная кислота в сочетании с водой. Время травления нержавеющего проката зависит от концентрации кислот, толщины окалины, температурного режима и сорта нержавеющего проката. Еще один этап обработки при сварке «нержавейки» — доведение степени шероховатости сварного шва до соответствующего показателя основного материала.
А достигается это путем шлифования и полирования уже после выполнения травления. Такая обработка обычно усиливает стойкость конструкции к коррозии. Как сварить нержавейку: Нержавеющая сталь является одной из самых популярных среди всех видов стали. Плюсы нержавейки — высокая сопротивляемость коррозии, гладкость поверхности, гигиеничность, прочность, технологичность, практичность.
Что нужно для сварки нержавейки.
Для сваривания нержавейки вам понадобится определенная квалификация по работе со сварочными аппаратами для того, чтобы этот процесс прошел быстро, качественно и без вреда для кого-либо. Сваривайте нержавеющую сталь при помощи сварочного аппарата и выпрямителя, но не простого, а выпрямителя с дросселем. Обычный не подойдет абсолютно, потому что с ним процесс пойдет сложнее и превратится в сплошное мучение, поэтому пощадите свои нервы и возьмите то, что нужно. Также для сварки нержавеющей стали понадобятся специальные электроды желательно хорошего качества, иначе весь процесс будет испорчен. Это могут быть и черные электроды, но в таком случае могут возникнуть проблемы со швами. Лучше варить нержавеющую сталь аргоном. Если для этого варианта у вас нет оборудования, то переходите к шагу
2. Производите сварку в подогретом состоянии при температуре примерно 2000 °С, внимательно следя за тем, чтобы разогрев нержавеющей стали во время сварки был минимальным. Если сравнивать, то более приемлемый результат получается при электродуговой, нежели при газовой сварке. После произведенных работ соединение нагрейте до 7200-7800 °С и затем очень быстро охладите. Если для этого варианта у вас нет оборудования, то переходите к шагу 3.
Шаг 3. Варите нержавеющую сталь с большой скоростью и очень быстрым охлаждением, что чаще всего можно осуществить, применяя охлаждающие или медные накладки и подкладки под сварной шов. Предварительно изделие стоит подвергать «закалке» 1050-1150 °С с последующим мгновенным охлаждением. Если для этого варианта у вас нет оборудования, то переходите к шагу
4. Прогрейте нержавеющую сталь перед сваркой до 2500-3500 °С. Это позволит избежать появления трещин и разрыва сварных соединений. В качестве электродов используйте аустенитную сталь, благодаря которой образуется вязкий сварной шов. Главное выполняйте все аккуратно, спокойно и размеренно, и тогда вероятность ошибок и неудач при сварке будет минимальной. Источник
- топливозаправочные модули
vipkatalog.pp.ua
Шлифовка нержавейки в домашних условиях. Полировка металла.
Вам понадобится
- - углошлифовальная машина (болгарка);
- - шлифовальные круги различной зернистости;
- - наждачная бумага или камень;
- - столярный клей;
- - фетровые или войлочные круги;
- - полировальная паста.
Инструкция
Сначала проведите черновую зачистку поверхности, удалите наплывы металла со сварного шва. Для этого используйте углошлифовальную машину (болгарку) и круг на фибровой основе с зерном Р60. Если поверхность достаточно гладкая, пропустите этот этап.
Для того, чтобы удалить риски от зерна Р60, возьмите круг с зерном Р120. Если у вас нет круга с каким-либо размером зерна, сделайте его самостоятельно. Для этого возьмите войлочный или фетровый круг, равномерно при помощи шпателя нанесите на него столярный клей и аккуратно пройдитесь им по абразивной крошке. Абразивную крошку можно получить из наждачной шкурки или камня, потерев их друг о друга.
Отшлифуйте поверхность нержавейки еще несколько раз, каждый раз уменьшая размер абразива вдвое. Не забудьте промывать поверхность нержавеющей стали после каждой шлифовки. Если возможно, не устанавливайте на углошлифовальной машине скорость более 4500 оборотов в минуту.
Проверьте, поверхность после шлифовки должна быть совершенно гладкой. Убедитесь, что устранены все грубые шероховатости, иначе после полировки эти участки придется шлифовать заново.
Возьмите чистый фетровый или войлочный круг и полировальную пасту. Важно правильно подобрать полировальную пасту, поскольку для разных марок подходят разные виды пасты. Постарайтесь найти алмазную пасту, зернистость которой соответствует вашему металлу, в крайнем случае, подойдет обычная полировальная паста или ГОИ.
Начните финишную полировку нержавеющей стали, последовательно убирая видимые риски. Постепенно, через некоторое время, вы увидите, что поверхность становится все более гладкой, это происходит из-за того, что под воздействием высокой температуры поверхность детали оплавляется и растекается. Старайтесь не перегреть деталь, некоторые металлы от этого могут поменять цвет.
Каждодневно мы используем огромное количество металлических предметов. Это могут быть как столовые приборы, так и инструменты для ремонта чего-либо. Металл имеет свойство окисляться. Его поверхность начинает мутнеть, со временем начинается коррозия и появляется ржавчина. Поэтому металлические предметы требуют периодической полировки.
Вам понадобится
- Паста для полирования, старая зубная щетка, полировальные круги, старый электродвигатель от швейной машинки, паста ГОИ.
Инструкция
Полирование может быть механическим и бесконтактным. Проще всего полировать первым способом. Он не требует каких-либо особых условий. Второй же, наоборот, может быть произведен только при наличии некоторых факторов. Также бесконтактный способ более затратный, поэтому его стоит применять только для тех случаев, когда механический способ не помогает или не может быть произведен из-за особых характеристик полируемого предмета.
Самый простой вариант - полировать предмет с помощью пасты ГОИ. Это зеленое вещество, которое продается в твердых брусках. Его необходимо наносить на полировальные круги или на хлопчатобумажную ткань которой вы производите полирование. Паста ГОИ бывает № 1, 2, 3 и 4. Она используется для грубого, среднего и тонкого полирования. Полировать нужно, надев войлочный круг на специальную полировальную машинку. Будьте очень аккуратны при полировании, так как можно легко пораниться работающим прибором.
Небольшие предметы можно полировать вручную, не используя полировальную машинку. Для полирования небольших предметов со сложной формой возьмите старую зубную щетку. Нанесите на нее немного пасты и начните быстрыми движениями полировать поверхность. Помимо пасты ГОИ, для полирования металлов можно использовать наждачную, хромовую, крокусную и известковую пасты. Если у вас нет полировальной машинки, то можно использовать двигатель старой швейной электромашинки. Нужно тщательно закрепить полировальные круги на оси двигателя.
Металлообработка предполагает целый комплекс мероприятий. К итоговым процедурам можно отнести шлифовку металлоизделий и полировку стали. Несмотря на то, что эти две технологии схожи, между ними есть и различия:
Шлифование стали осуществляется с применением абразива;
Полировка стали выполняется посредством химического воздействия агрессивных продуктов.
Полировка стали в Москве
Полировка стали производится либо как самостоятельный процесс, либо вместе со шлифовкой. Результатом такой процедуры является зеркальная поверхность металла. Для полировки обычно используются особые кожаные круги со специальной, нанесенной на них смесью цинка с оловом. Если производится обработка сплавов, то компоненты смеси могут быть другими. Полировка позволяет добиться максимально гладкой поверхности. Заключительным штрихом обработки является сушка металлоизделий.
Работа с нержавеющей сталью
Для работы с нержавейкой сегодня существует множество инструментов, в частности:
Обдирочные и фибровые диски;
Отрезные и лепестковые торцевые круги;
Лента для шлифования стали;
Борфрезы твердосплавные;
Шлифовальные шкурки на ткани;
Шлифовальные круги самозацепляемые и пр.
Матовая полировка
Широко распространена матовая полировка стали. Цена на данный вид услуги полностью оправдывается эстетическими и качественными характеристиками готовых изделий. Для нее применяются мелкоабразивные полировальные круги, а также особые пасты, которые позволяют смягчить трение с металлической поверхностью. Однако существуют и иные методики, например, химическая или электрохимическая полировка стали.
Цена на полировку стали
Стоимость полировки металлов зависит от особенностей материала, сложности его обработки. Самой трудоемкой считается полировка изделий из нержавеющей стали. Причины просты – высокая вязкость, значительные показатели твердости, плохая теплопроводность. Если сравнивать нержавейку с цветными металлами, то последние гораздо проще обрабатываются.
Шлифование любой стали
Шлифование стали представляет собой обработку абразивом, в результате которой верхний слой металла снимается, поверхность выравнивается и становится гладкой. В зависимости от материала подбирается и оборудование. Качество итоговой поверхности также может различаться, зависимо от используемых инструментов. Она может быть:
Матовой, если абразив расположен между 2-мя твердыми поверхностями;
Блестящей, если абразивные вещества расположены на мягкой поверхности.
Шлифовка поверхности нержавейки
Шлифование нержавеющей стали должно происходить при особых условиях. В частности, нельзя сначала использовать абразивный инструмент для обычной стали, а после – для нержавейки. Все обрабатываемые поверхности следует полностью очищать от отходов, образовавшихся в процессе шлифовки. На нержавеющую сталь не должны попадать тлеющие искры.
 Металлообработка, заказанная в нашей компании, осуществляется в самые сжатые сроки!
Металлообработка, заказанная в нашей компании, осуществляется в самые сжатые сроки!
Почему шлифование и полировку стали заказывают именно у нас:
Цена на шлифование стали
Сегодня полировка и шлифование нержавеющей стали востребованы в строительстве, литейной промышленности, авто- и судостроении. Торговый Дом «АДС-Металл» оказывает полный спектр услуг по металлообработке по отличным ценам. Шлифование и полировка нержавеющей стали, а также других металлов в нашей компании стоят дешевле, чем у большинства ближайших конкурентов. Это очень выгодное предложение. Обращайтесь!
Для придания лучших потребительских качеств и привлекательного внешнего вида металлическим изделиям проводят процедуру финишного шлифования. Полировка металла придает изделию декоративный блеск, также выполнение подобной процедуры позволяет подготовить поверхность для нанесения различных материалов.
Виды работ
Полировка металла может проводиться следующими методами:
- механическая или абразивная полировка изделий;
- химическая обработка при помощи специальных веществ, к примеру, пасты;
- электрохимический способ;
- электролитно-плазменный способ.
Некоторые виды финишного шлифования простые, не требуют наличия специальных материалов или оборудования. К примеру, механический метод может использоваться в домашних условиях. Однако добиться существенного результата при их применении практически не возможно.
Недостатки традиционных способов
Полировка металла при помощи традиционных методов, абразивного и химического воздействия на поверхности, имеет определенное количество ограничений в применении. К ним можно отнести:
- отсутствие возможности автоматизации процесса. При проведении работы по получению блеска многие предприятия внедряют технологию автоматической обработки, что позволяет значительно сократить время получения целой партии. Химическая, механическая, электрохимическая полировка имеют особенности, которые затрудняют автоматизацию технологического процесса;
- затруднение получения зеркальной поверхности при использовании рассматриваемых типов воздействия на металл касается технологических и электрических причин. Экономические причины, прежде всего, связаны с большой стоимостью производственных роботов и станков, которые работают на системе числового программного управления. Технологические определяют невозможность включения традиционных методов полировки изделий из металла для получения зеркальной поверхности.
Зачастую вышеприведенные проблемы приводят к тому, что рассматриваемая работа выполняется руками при помощи специальной пасты при механическом воздействии. Этот момент определяет значительное снижение показателя производительности, так как обработка на автоматизированной линии невозможна. Из-за использования устаревших методов зачастую производственная линия представляет сбой конвейер, а это отрицательно отражается на стоимости получения изделия, снижает конкурентоспособность предприятия.
Механический метод полировки
На протяжении многих лет использовался механический метод обработки поверхности металлического изделия. Специальные наборы абразивных кругов и лент при сочетании полировочными пастами ГОИ позволяют получить материал с показателем шероховатости Rа = 0,05–0,12 мкм.
К особенностям данного метода паролирования можно отнести:
- для автоматизации процесса используются специальные станки, которые оснащают матерчатыми или войлочными кругами;
- на абразив наносится определенное количество пасты ГОИ;
- рассматриваемая паста гои представляет собой специальный порошок, состоящий из активного вещества, которое оказывает активизирующее воздействие на поверхность изделия;
- типичная паста состоит примерно из 60% абразивного компонента и 40% связующего вещества. содержание активизирующей добавки 2%.
Финишное шлифование можно достигнуть только при использовании пасты ГОИ. При этом используется мягкий круг и паста ГОИ с тонким абразивом. При подобной работе расход материала довольно большой: на 1 квадратный метр поверхности приходится 0,3 войлочного круга и абразивного вещества типа ГОИ, примерно, 100 грамм. При обработке сложной поверхности используется ленточный тип материала и тот же абразив ГОИ.
Отдельное внимание следует уделить пасте ГОИ. Она представляет собой специальное вещество, которое создано на основе оксида хрома. Вещество из категории ГОИ выпускается в виде бруска зеленого цвета. Специальные наборы ГОИ содержат бруски с различными показателями зернистости абразива.
Химическое полирование
При химической полировке на поверхность оказывается сочетание воздействия определенного вещества и гальванических паров. Этот процесс определяет образование пассивирующей оксидной пленки, которая приводит к выравниванию микронеровности поверхности.
Качество полирования зависит от соотношения скорости образования пленки и ее растворения в жидкости. Наибольший показатель блеска можно добиться при образовании пленки малой толщины. При химическом полировании металла можно добиться пленки меньшей толщины, чем при электрохимической, что определяет возможность достижения лучшего блеска, но большие неровности детали не могут быть выровнены.

Электромеханический метод
Механическая и химическая полировка металла зачастую не приводит к необходимому результату. Это связано с тем, что изделие может обладать повышенной устойчивостью к изменениям структуры. Электрохимический метод – процедура воздействия, которая предусматривает погружение деталей в электролит. Провести подобную работу своими руками зачастую достаточно сложно, так как электролит представлен раствором кислоты. Воздействие происходит при подключении резервуара к источнику питания с напряжение около 20 В.
Этот вид обработки определяет появление пассивирующей пленки, которая приводит к уменьшению показателя шероховатости. Степень изменения качества поверхностной структуры зависть от подаваемого напряжения. Достигаемое качество зависит от типа металла, показателя остаточной деформации, толщины обрабатываемой детали и других моментов.
Электролитно-плазменный способ
Последние годы все большей популярностью стал пользоваться электролитно-плазменный метод обработки.
Специальные наборы приспособлений, которые создать своими руками достаточно сложно, обеспечивают воздействие заряда на деталь. К особенностям конструкции можно отнести:
- обрабатываемое изделие становится анодом;
- к детали подводится положительный потенциал от мощного источника питания;
- в качестве катода выступает рабочая ванна.
Для воздействия на нержавеющую сталь и медных сплавов используют специальный раствор, состоящий из сульфата аммония и хлористого аммония. Их концентрация составляет примерно 5%. При условии, что изделие изготовлено из другого металла или сплава используется раствор с концентрацией приведенных веществ 10%. Полировка металла при использовании подобного набора и метода выполняется в течение 2-5 минут, заусенце можно снять примерно за 20 секунд. Подобные показатели определяют высокую производительность этого способа полировки металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter .
Гладкая поверхность металла получает повреждения при неосторожном обращении, из-за целенаправленных действий человека. Не каждый след может удалить полироль для нержавеющей стали и мягкая ветошь. В домашней мастерской (гараже) доступны многие способы обработки объемных, плоских, изогнутых поверхностей изделий из легированных сплавов. Необходимо наличие соответствующего оборудования и реактивов.
Шлифовка с механическим полированием
После повреждающей обработки металла (резки, сварки, сверления, чистки жесткими роторными щетками, ударов), образуются дефекты различной величины:
- царапины, вмятины;
- швы, наплывы, раковины;
- сколы;
- трещины;
- заусенцы.
Эти разрушения поверхности снижают стойкость к износу, отражающую способность, противодействие сложным нагрузкам. Для устранения шероховатостей, придания блеска такому твердому материалу, каким является нержавейка, придется выполнить 4 – 5 операций. С помощью электрической шлифмашины и сменных абразивных кругов проводится шлифование. Войлочным/фетровым кругом, после грубой чистки, начинают полировать изделие. Удобство обработки сложных деталей из нержавеющей стали дает бесконечная лента.
При грубом шлифовании нержавеющей стали зернистость абразива 30-40, чистовая обработка 16 – 25, полирование микропорошками с зернистостью М7 – М14, доведение до состояния зеркала – промышленные готовые составы (полироли).
Механическое воздействие мягкого круга с нанесенной пастой снимает очень незначительное количество металла. Глянцевое выравнивание происходит за счет перераспределения структуры верхнего слоя нержавейки, а не срезания его. Под воздействием воздуха, активных компонентов пасты, нагрева от трения разрушаются старые окисные пленки и, тут же, при остывании, создаются новые.
После механического полирования не создается идеальной гладкости и, соответственно, блеска в неудобных для доступа местах. В таком случае заканчивают полировать вручную. Наведение на нержавеющей стали зеркального глянца руками – операция трудоемкая, долговременная, но выполнимая. Начинают создание зеркала шлифовкой пастами, заканчивают жидкими полиролями.

Подвергать процессу необходимо всю видимую плоскость – частичная местная обработка будет заметна. Устранить видимые различия применением полироля не получиться.
Химический способ
Небольшие детали из нержавейки обрабатывают методом, который не требует большого приложения физических усилий и нескольких часов работы. Использовать круги может быть просто неудобно. Погрузить очищенную заготовку в ванну со строго дозированными реагентами, разведенными до нужной концентрации дистиллированной водой. За достаточный интервал времени, под воздействием едких реактивов, все контактирующие с жидкой активной средой шероховатости стали устраняются. Глубокие царапины, следы сварки предварительно сначала выравнивают наждачными кругами, после заглаживают мягкими кругами с пастой нужной зернистости (ГОИ). Иначе все крупные изъяны тоже отполируются с сохранением формы.
Для правильного выбора компонентов, их концентрации в водной массе, желательно знать марку нержавейки:
- Марку Х18Н9Т погружают в следующий состав: кислоты: 230 мл серной, 40 мл азотной, 70 мл соляной. На 1 л раствора добавляют краситель кислотный черный — 6 г, столярный клей — 10 г, хлористый натрий — 6 г. Выдерживается температура жидкости 65-70 °С, время 5÷30 мин.
Другие варианты:
- Кислоты в соотношении к полному объему: азотная 4÷5%, ортофосфорная 20÷30%, соляная 3÷4%, метилоранж — 1÷1.5%, в водном растворе с температурой 18÷25 °С, Ориентировочное время выдержки 5÷ 10 мин.
- На литр состава количество кислот: серная 230 г, соляная 660 г, кислотного красителя оранжевого– 25 г. Выдержать температуру 70÷75 °С, время 2÷3 мин.
Для полноты реакции во всех точках и удаления образующихся продуктов, жидкость в емкости непрерывно перемешивают. Можно шевелить стальную деталь.
Компоненты агрессивны. Обеспечить защиту кожных покровов рук, лица, глаз, органов дыхания.
Химическое выравнивание линии внешней границы нержавейки (полировка) происходит потому, что интенсивнее реакция идет на выступах профиля. Для предотвращения скопления продуктов взаимодействия во впадинах, углублениях, углах, принудительно создают движение жидкости. После смывания химических реактивов натирают салфеткой с небольшим количеством состава — полироля.
Анодный способ
Электрохимическая обработка снижает затрачиваемое время по отношению к механической процедуре в 4-5 раз, повышая класс чистоты зеркала на 1 или 2 позиции. Чтобы отполировать этим способом, становится не важными сложность сопряжений, кривизна плоскостей. Раствор при подключении электричества становится активным электролитом, взаимодействуя интенсивнее. Обрабатываемый образец должен быть подключен к аноду установки. Для каждого химического состава нержавеющего стали выбирают реагенты и параметры режима.

Способ требует свежеприготовленного электролита, расхода электроэнергии, применения работником средств защиты. Предварительная подготовка наружного слоя (особенно после сварки) обязательна. Зато отражающая способность нержавеющей стали после всех операций такая же, как только что отполированного серебра или никеля.
Способ изготовления элемента из нержавейки влияет на время нахождения в ванне:
- штамповка 4÷6 мин;
- сварка, термообработка 10÷12 мин;
- литье после пескоструйки до получаса.
Полируем плазмой
Технология отличается от электрохимической процедуры такими параметрами:
- раствор не агрессивен, утилизация не требует специальной очистки;
- напряжение выше (220 В);
- температура порядка 100 °C.
Применяемый реактив – соль аммония с концентрацией в растворе 3,1 ÷ 6,0 %.устанавливается плотность электрического тока величиной 0,35 ± 0,15 А/см² в зоне контакта электролита с нержавейкой интенсивно образуются газовые пузырьки. В парах внутри кипящего слоя проходят разряды, ионизирующие среду. Возникают плазменные язычки, которые целенаправленно воздействуют на сталь, полируя ее. Времени для одного погружения затрачивается в пределах 6 мин., из расчета потребляемой мощности 5 ВтЧ/см².
Для устойчивого процесса полирования электроплазменным методом поверхности определенной площади, необходима соответствующая мощность установки. Нельзя снижать ее величину, надеясь увеличить продолжительность обработки в ванне. Условия возникновения плазменно-ионизированного слоя не будут соблюдены.
Недобросовестная механическая подготовка проявится наглядно. Остаточные следы сварочных швов, царапин, вмятин не спрятать при помощи полироля.
Периодичность ухода за внешним видом
Кроме периодического полирования конструктивных лицевых элементов до кондиции блестящего зеркала рачительный хозяин ухаживает за ними постоянно. Восстановление состояния покрытия деталей автомобиля в сервисе проводят раза 2 в год. Чтобы защитить наведенный глянец используют полироли. Выпуск продукции ведется в виде жидких эмульсий и более густых составов, концентратов. Фасовка полиролей для нержавеющей стали самая разная – от туб (75 мл), флаконов, банок до бочек (20-100 л). Это повседневная защита от абразивных воздействий пыли-грязи, корродирующего действия природных факторов. Техника простая: мягкая салфетка, круговые движения, отсутствие пропусков. Наносят полироль равномерно, удаляют излишки. По желанию можно пользоваться электроинструментом с частой вращения до 1500 об/мин. Вращение параллельно обрабатываемой плоскости, чтобы не повредить торцом круга.
Изделие будет блестеть как новое, даже если его восстанавливали сваркой по кусочкам.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter .
modern-womans.ru
Полировка нержавеющей стали в домашних условиях
Почти в каждом в доме имеются предметы из нержавеющей стали, которые с годами теряют свою привлекательность и тускнеют под воздействием солнечного света, грязи и других факторов. Данный материал активно применяется как для наружной, так и для внутренней отделки. В данной статье мы попытаемся подробно рассказать о том, как отполировать нержавейку.
Что собой представляет бытовая нержавеющая сталь?
Данный материал является сплавом железа с углеродом. В его состав также входят другие специальные элементы, которые могут отличаться в зависимости от качества стали. Чаще всего в нержавейке используется хром, который придает внешнему виду материала блеска.
Изделия из такого материала являются одними из самых прочных и имеют расширенный срок эксплуатации за счет устойчивости к внешним раздражителям. Их особенностью является зеркальная поверхность, которая требует дополнительного ухода.
хрома в металле обеспечивает появление оксидной пленки, защищающей материал от коррозии. Влажный воздух и многие другие факторы со временем влияют на состояние сплава, из-за чего на нем появляется налет.
Если вы заметили признаки коррозии, необходимо сразу же принять меры в виде полировки металла. В случае если на поверхности изделий появляются царапины, их также нужно ликвидировать, так как через щели в структуру изделия попадает влага, что приведет к коррозии.
к меню ↑
Как отполировать нержавейку?
Имеются два варианта действий, которые дадут возможность отполировать изделия из нержавейки.к меню ↑
Вариант №1. Специализированная помощь
Сейчас существует масса компаний, которые оказывают помощь при возникновении проблем с коррозией нержавейки. Если у вас нет достаточного количества времени для того, чтобы избавиться от пятен на изделии самостоятельно, можно обратиться к специалистам.к меню ↑
Вариант №2. Полировка в домашних условиях
Дома также можно провести все необходимые манипуляции для положительного эффекта и восстановления внешнего вида изделия. Для этого также существуют несколько способов. Далее мы рассмотрим, как можно отполировать нержавейку дома.к меню ↑
Процесс полировки
Для полировки нержавейки в домашних условиях, придется потратить достаточно большое количество времени и усилий. В случае успеха они будут полностью оправданы, а вы сможете вернуть былой блеск изделиям.к меню ↑
Первичная обработка
Перед началом работы нужно обязательно тщательно очистить изделие, так как на нем могут быть жир и другие вещества, закупоривающие щели в металле. Для этого можно применить простой гель для мытья посуды:
- Моющее средство нужно предварительно развести с водой для получения мыльного раствора.
- Поверхность металлического изделия протрите, не оставляя до полного высыхания.
- Примените раствор для продолжения протирания.
- Мыльный участок смойте проточной водой.
- Изделие нужно высушить естественным путем для того, чтобы на нем не появились разводы.
Отполировать изделия в домашних условиях помогут некоторые продукты питания, жидкости с химическими веществами и даже инструменты для хозяйства. При их помощи вы сможете полировать нержавейке до зеркала.к меню ↑
Оливковое масло
Данный способ подойдет для использования на изделиях, потерявших яркость. Вам потребуются оливковое масло и мягкая тряпка.
- Масло нужно нанести на чистую ткань.
- После этого размажьте масло по поверхности движениями по кругу, равномерно распределяя его.
- Промасленную ткань нужно плотно прижать и повторить предыдущую процедуру несколько раз.
Полировать таким методом нужно до тех пор, пока вы не почувствуете изменения в структуре изделия.
Будьте внимательны, так как поверхность может потускнеть от масла. Его излишки нужно убрать сразу же по завершению вышеописанной операции. Круговыми движениями при помощи сухой тряпки можно легко смыть остатки масла.к меню ↑
Мука
Отполировать нержавейку посредством муки можно только с условием, что работа будет производиться на плоских поверхностях. В частности, его можно испробовать на кастрюлях и раковинах.
Способ применения:
- Изделие нужно посыпать мукой, покрыв всю поверхность.
- Муку распределите равномерно по металлу.
- Отполируйте нержавейку движениями по кругу при помощи сухой ткани.
- По завершению процесса нужно удалить всю муку с поверхности, используя зубную щетку.
к меню ↑
Мелкая механизация
Отполировать нержавейку до зеркала можно не только в специальных компаниях или на заводе, но и дома. Для этого будет достаточно малой механизации.
Данный метод подойдет для того, чтобы придать изделиям привлекательный и презентабельный внешний вид после удаления изъянов.
Для полировки нержавейки придется использовать следующее:
- «болгарка», или угловая шлифовальная машина;
- фетровые или войлочные круги;
- камень или наждачная бумага;
- полирующее средство;
- круги для шлифовки с различной зернистостью.
к меню ↑
Этапы полировки
Полировка изделий проходит в несколько этапов. Изначально нужно удалить весь лишний металл на швах. Для этого отлично подойдет угловая шлифовальная машина. Для нее придется приобрести круг на фибровой основе. Его зернистость не должна превышать P60.
Если поверхность необходимого изделия гладкая, данный промежуточный этап можно игнорировать.Далее нужно прошлифовать металл с другим кругом, зернистость которого составляет Р120. Это позволит избавиться от полос, появившихся после работы с другим зерном.
Размер абразива нужно каждый раз уменьшать, что даст возможность делать поверхность более гладкой.
Если у вас нет нужного круга, его можно легко сделать самостоятельно. Для этого вам понадобятся войлочный или фетровый круг, на который нужно нанести столярный клей. Также можно просто потереть друг об друга наждачную бумагу и камень.
После проведения работ нужно удалить все следу шлифовки.
Возьмите средство для полировки и нанесите его на поверхность.
Далее вам нужно провести шлифовку материала или изделия уже с использованием пасты. Убирать риски нужно последовательно. Если со временем поверхность не становится более гладкой, обороты «болгарки» можно постепенно увеличить. Не стоит злоупотреблять скоростью, так как это может привести к перегреву металла и появлению на нем пятен.к меню ↑
Механическая полировка вручную
Из-за наличия на большей части изделий различных неровностей часто приходится полировать их вручную. Вам придется запастись терпением, так как полировка нержавейки до зеркала описанным ниже методом может занять большое количество времени. В процессе работы вам понадобятся:
- абразивная паста;
- мягкий войлок.
Этапы полировки
- На войлок нужно нанести пасту.
- Полируйте изделие до блеска, тщательно обрабатывая наиболее проблемные места.
Для того чтобы защитить себя от негативного воздействия веществ, которые входят в состав пасты, применяйте маску для лица и перчатки.к меню ↑
Химический метод полировки нержавеющей стали
Данный метод отлично подойдет для работы с небольшими деталями, которые сложно отполировать вручную. Способ не требует усилий и физического труда. Существует несколько методов приготовления химической жидкости для полировки изделий в домашних условиях.к меню ↑
Вариант №1
Раствор нужно приготовить с максимально точной дозировкой:
- Серная кислота – 230 миллилитров.
- Соляная кислота – 70 миллилитров.
- Азотная кислота – 40 миллилитров.
В 1 литр раствора нужно добавить 6 граммов черного красителя на кислотной основе, 6 граммов хлористого натрия, 10 граммов столярного клея.
Важно придерживаться температуры жидкости от 65 до 70 градусов.
Нержавейка должна пролежать в составе до 30 минут в зависимости от степени загрязнения.к меню ↑
Вариант №2
Данный раствор также нужно приготовить с соблюдением пропорций в общему объему:
- Метилоранж – 1,5 процента.
- Азотная кислота – 4-5 процента.
- Соляная кислота – 3-4 процента.
- Ортофосфорная кислота – 20-30 процентов.
Деталь в растворе нужно продержать до 10 минут в зависимости от степени загрязнения при температуре от 18 до 25 градусов.к меню ↑
Вариант №3
Раствор делается по рецепту на один литр объема готовой жидкости:
- Соляная кислота – 660 граммов.
- Серная кислота – 230 граммов.
- Кислотный оранжевый краситель – 25 граммов.
Раствор нужно довести до температуры в 70-75 градусов и держать в нем изделия из нержавейки примерно 3 минуты.
Все вышеперечисленные компоненты вступают в агрессивную реакцию при попадании на тело человека. Обеспечьте полную защиту органов дыхания, лица, рук и глаз.
Этапы полировки
- Деталь, которая была предварительно очищена от загрязнения, нужно погрузить в раствор, состоящий из реагентов и чистой дистиллированной воды.
- Раствор нужно постоянно перемешивать, что обеспечит полную химическую реакцию.
- По истечению указанного в каждом варианте времени изделие необходимо достать и смыть с него все реактива. После этого рекомендуется протереть предмет полиролем, нанесенным на салфетку.
- Под воздействием реактивов, которые останутся в порах на поверхности, шероховатости на нержавейке полностью исчезнут.
Перед началом работы нужно узнать марку металла, так как от нее может зависеть его состав. Согласно ей стоит подбирать реактивы и определять их концентрацию в растворе.к меню ↑
Уход за нержавеющей сталью
Сталь после полировки смотрится красиво и эффектно. Для того чтобы она сохранила визуальные качества, за ней надо постоянно следить, так как в будущем на ней могут снова появиться потертости и пятна.
Для предотвращения появления изъянов на изделиях чаще всего используют полироли. Вещества такого типа лучше использовать сразу после полировки нержавеющей стали. Кроме того, применять их рекомендуется с определенной периодичностью. Это даст возможность сохранить глянцевую поверхность на длительный срок.
Средство нужно нанести на салфетку и распределить по поверхности. Важно делать все движения по кругу, чтобы избежать появления разводов.
Излишки средства стоит обязательно удалить, так как от них могут остаться пятна.
Если вы решили использовать специальный инструмент, не стоит задавать на нем частоту вращения более 1500 оборотов в минуту, так как это может повредить изделие.к меню ↑
Периодичность ухода за изделиями из нержавейки
- В случае если вы собираетесь приобрести на свой автомобиль хромированные детали, полировать их стоит не чаще 2 раз в год. Если делать это постоянно, покрытие просто износится, и на предметах быстрее начнут проявляться следы коррозии.
- Использовать приборы механического воздействия на нержавеющую сталь часто не рекомендуется, так как на деталях могут появляться микротрещины. Именно в них чаще всего попадает жидкость.
- Использовать химические вещества для очистки и полировки нержавеющей стали в домашних условиях рекомендуется не чаще 1 раза в год. Пары от реактивов негативно сказываются на состоянии здоровья человека даже в том случае, если он придерживается норм безопасности.
- Паста ГОИ («Парижская зелень») имеет относительно невысокую эффективность, ввиду чего применять ее рекомендуется только в случае отсутствия других веществ или растворов. Она оказывает негативное воздействие на организм, ввиду чего важно использовать защитную маску для лица и перчатки.
к меню ↑
Мнение эксперта
«Лучше всего сразу взять шкурку поменьше и работать с ней долго. Это позволит избавиться от появления больших царапин на поверхности и сохранить структуру металла. На дрель можно намотать шерстяную нитку, что станет аналогом «болгарки». Также ее можно намазать пастой, что усилит эффект и ускорит процесс», — пишет пользователь интернета Владимир.
Источник: http://EnterComputers.ru/drugoe/kak-otpolirovat-nerzhavejku-do-zerkala-v-domashnix-usloviyax-metody-i-sovety-ekspertov.html
Полировка нержавейки до зеркального блеска своими руками
Нержавеющая сталь в домашнем обиходе используется редко. Металл дорогой. Обработке поддаётся с трудом. Стоек к коррозии. Полируется до зеркального блеска.
Отсюда и основные места его применения: в качестве интерьера и обихода кухонь, санузлов, а так же сложных силовых элементов, включаемых в интерьер дома или помещений.
Кухни, санузлы, дверные ручки, перила — то, что всегда на виду и бросается в глаза сверкающей красотой. Правильная и своевременная полировка таких предметов удержит дорогое убранство.
Необходимость в периодической полировке
При 18% содержания хрома в железе считается, что металл приобретает абсолютную химическую стойкость. Прочность сплава нержавейки высокая. Технологически обрабатывать его сложно. Поэтому и применения в производстве предметов бытового назначения такие марки стали не получили.
13% содержание хрома — тот баланс, когда высокая коррозионная стойкость сочетается с пластичностью металла. Такие стали хорошо подходят для высокопоточного производства с технологией штамповки, проката, вальцевания, электрохимической обработки поверхности. Массовое производство обеспечивает изделию безупречный вид и зеркальную поверхность.
Время и пары влаги оказывают влияние на структуру металла. Первым признаком коррозии становится лёгкое помутнение поверхности. На этой стадии восстановление зеркального блеска нержавейки происходит легко.
Способы полировки в домашних условиях
Небольшой перечень предметов интерьера и обихода из нержавеющей стали, обусловленный сложностью форм изделий, ограничивает механизацию процесса полировки. В то же время высокая твёрдость сплава из—за высокой трудоёмкости не позволяет полагаться исключительно на ручной труд.
Оптимальным вариантом является разумное сочетание того и другого способа. Лестничные ограждения из нержавеющей стали являются хорошим примером масштабности подобных работ. Без средств малой механизации здесь не обойтись. Сложный рельеф не позволит выполнить чистку с помощью одного инструмента.
Останется много мест, где этот процесс придётся завершать вручную.
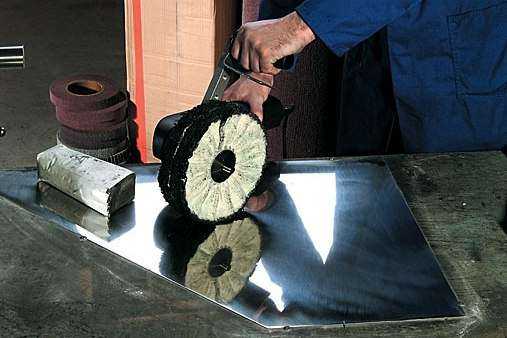
В качестве инструмента для полировки нержавейки в домашних условиях можно рассматривать угловую шлифовальную машинку. Более известна, как «болгарка». Процедура происходит следующим образом:
- на машинку устанавливается специальный тканевый круг;
- на часть обрабатываемой поверхности наносится тонкий слой полировальной пасты. Во время работы инструмента полирующее средство равномерно распределяется на круге и переносится на другие участки обрабатываемого предмета;
- по мере снижения чистящих свойств производится добавление пасты, и процесс полировки нержавейки повторяется на новом месте.
Габариты шлифовальной машинки и оборудование ограничивают доступ ко всей поверхности обрабатываемого предмета. Такие места приходится полировать вручную. Для этого подойдёт кусок войлока и абразивная паста. Чистящее средство наносится на тряпку и натирается на место обработки до получения нужной зеркальности поверхности. Процесс продолжительный. Требуется запастись терпением.
В 2016 году в нашей компании был введен новый процесс электрохимической полировки металлов. электро или электрохимическая полировка, а также химическая полировка — это процесс, при котором происходит выборочное травление шероховатости, что позволяет выравнивать поверхность с зеркальным блеском.
Благодаря этому методу можно было сварить эстетические швы, стать гладкими и блестящими. Например, в течение примерно 30 минут полировки из нержавеющей стали удаляется около 100-200 мкм.
Электрополирование также может быть использовано для сложных деталей, для которых механическая полировка практически невозможна.
Электрохимическая полировка это анодная обработка металла для создания гладкой и блестящей поверхности.
Продукт, который имеет микро- и макроэкран, является анодом ячейки. Катод — это металл, который химически нерастворим в растворе электролита.
Полировка металла глянцевыми глянцевыми руками
Такие, как электролиты, растворы с использованием фосфорной кислоты, хромовой кислоты, серной кислоты, уксусной кислоты, фтористоводородной кислоты и другие. В процессе электрополирования анодное растворение металла происходит на макро и микросхемах, где поверхность становится гладкой и блестящей. На катоде выделяется водород. Механизм электропорации не был полностью объяснен.
электрополирование. Эффект обычно связан с действием вязкой пленки, сформированной в анодном слое, барьером для растворения в металле в углублениях по сравнению с растворением в выступах и чередующейся активацией и пассивированием металла.
Электрополирование сталей является наилучшим видом электрохимического анодного травления. Этот процесс объединяет операции удаления коррозии, сглаживания поверхности и придания ей блеска, пассивирования, а также повышения прочности сцепления гальванических покрытий с обработанной поверхностью.
Следует лишь учитывать, что начальная чистота обработки должна быть не ниже 7—8-го классов для того, чтобы, кроме получения блеска, наблюдался также эффект сглаживания поверхности.
Углеродистые и низколегированные стали электрополируют переменным током промышленной частоты в электролите состава, % (по массе): 96,5 ортофосфорной кислоты (р =1,54 г/см3), 2,0 технической щавелевой кислоты 1,5 клея столярного в плитках.
Рабочая температура 15—30°С плотность тока 15—20 А/дм2. Выдержка зависимости от состояния поверхности составляет 1-5 мин. Перед составлением электролита клей и щавелевую кислоту растворяют отдельно. Электродами служат сами детали, завешенные на штангах трехфазного или двухфазного переменного тока напряжением 12—15 В…
Для анодного полирования углеродистых сталей постоянным током применяют электролит состава, % (по массе): 65 ортофосфорной кислоты (р=1,67 г/см3), 20 серной кислоты (р=1,84 г/см3) и 15 воды (общее содержание).
Ингибитор ПБ-5 вводят в количестве 5% от объема смеси кислот, он растворяется медленно при перемешивании (в течение двух суток). Рабочая температура 20 А/дм2, выдержка до 20 мин. при напряжении до 30 В.
Свинцовые катоды периодически зачищают.
| Полировка хромистых нержавеюших сталей. |
| Фосфорная к-та (h4PO4) | 65-75% |
| Хромовый ангидрид (CrO3) | 12-10% |
| Серная к-та | 20-12% |
| Рабочая температура 65-70°С, при d = 1,74 г/см3.Анодная плотность тока 50-60 А/дм2 с выдержкой 4-5 мин. |
| Серная к-та, d = 1,84 | 100 г/л |
| Глицерин | 100 г/л |
| Рабочая температура 18-30°С, в течение 5-10 мин. при анодной плотности тока 10А для стали 12X18h20T и 12-15А для 08Х13. Глицерин можно заменить декстрином или крахмалом в том же кол-ве. |
| дано по Ямпольский А.М.Травление металлов. Москва, Металлургия, 1980 стр. 51-54 |
| Все вышеприведенные составы технологически сложны, эти два довольно простых рецепта, можно попробовать в домашних условиях. |
1.
| Фосфорная к-та (h4PO4, d = 1,55 73%) | 88% |
| Хромовый ангидрид (CrO3) | 10% |
| Вода | 2% |
Перед полировкой электролит нагревают в течение часа до 100-120°С, что бы оранжевая окраска перешла в желтую.Деталь на аноде, напряжение 12 вольт, температура 60°С. Катодные пластины по обе стороны детали. Отполировать до зеркалаПриближают катодные пластины к анодной до появления первых пузырьков кислорода, затем чуть разводят и оставляют под током на 20 мин.Материал катодных пластин не приводился, можно попробовать нержавейку или свинец. |
2.
[1, стр. 198]| Серная к-та конц. | 300 мл |
| Фосфорная к-та конц. | 600 мл |
| Вода | 100 мл |
| Температура 70°C. Плотность тока 60-70А/дм2. Время 1-5 мин. Отполированные детали промывают в проточной воде, погружают в 10% р-р соды (NaCO3), снова промывают и сушат. |
Электролитическая полировка и травление
Для большинства сплавов вполне удовлетворительные результаты дает нормальный процесс шлифовки на наждачной бумаге, влажная полировка и травление погружением или смачиванием. Однако в ряде случаев предпочтение нужно отдать электрополировке, особенно если имеется опасность, что наклеп, полученный в процессе полировки, повлияет на структуру поверхности.
Первым электрополировку для металлографической работы применил, повидимому, Жаке [126]. Его метод включает обычную на первом этапе механическую обработку образца для получения достаточно гладкой поверхности.
Затем составляют цепь, в которой образец делают анодом; электролит подбирают так, чтобы в нем металл образца был растворим только слегка.
При этих условиях концентрация металлических ионов на поверхности быстро достигает насыщения, после чего ток в основном зависит от градиента концентрации металлических ионов перпендикулярно поверхности.
Выступы на поверхности связаны с большим градиентом концентрации и имеют тенденцию растворяться быстрее, чем впадины.
Таким образом, электролиз приводит к сглаживанию, и при соответствующих условиях прекрасная полированная поверхность может быть получена без пластической деформации.
Процесс регулируется в основном концентрацией поляризованных ионов, а это обусловливает характерную зависимость между плотностью тока и приложенным напряжением (рис. 132).
При возрастании напряжения плотность тока сначала возрастает до некоторого максимума, затем несколько снижается и остается постоянной, пока в электролите не начнется новый процесс (обычно выделение кислорода).
Наиболее удовлетворительные результаты обычно получаются при напряжении, которое соответствует правому краю горизонтального участка приведенной кривой, как показано стрелкой на рис. 132.
Аппаратура для электролитической полировки сравнительно проста; один из возможных вариантов представлен на рис. 133. Аппарат представляет собой опрокинутую банку, через горлышко которой введены держатель образца 3 и положительный ввод; держатель и части образца, не подлежащие полировке, защищены лаком.
Верх сосуда закрыт широкой резиновой или пробковой крышкой, через которую введен катод 1; в зависимости от применяемого электролита катод может быть медным или из нержавеющей стали.
Выделяющийся водород выходит через широкую трубку эта же трубка служит для удаления электролита из аппарата.
Электрополировка больше всего подходит для однофазных сплавов, для которых обычно достаточно подготовить поверхность на шлифовальной бумаге 00 или
Рис.
132. Зависимость между плотностью тока и приложенным напряжением в ванне для электрополировки
Рис. 133. Прибор для электрополировки: 1 — катод; 2 —выводная трубка для выделяющегося водорода; 3 — образец
Перед электрополировкой поверхность образца во всех случаях должна быть полностью освобождена от жира; желательно промыть ее в четыреххлористом углероде.
Процессы электролитической полировки и травления требуют изменения напряжения в широких пределах. Согласно литературным данным, наиболее часто используются интервалы и 50—110 в. Плотность тока также меняется в широких пределах — от 1 до 500 а/см2, поэтому рекомендуется изготовить стационарный щит управления, работающий с
регулируемым трансформатором напряжения и выпрямителем тока.
О хороших реактивах для электролитической полировки известно сравнительно мало. Большинство ранних работ было проведено со смесями хлорной кислоты и уксусного ангидрида. Этот реактив, однако, взрывоопасен.
Полировка нержавеющей стали – зеркало за 5 минут реально!
Для многих металлов применялись также растворы ортофосфорной или пирофосфорной кислот.
Электролитический метод, кроме полировки, может быть применен для травления металлов и сплавов; в некоторых случаях оба процесса могут проводиться в одном электролите.
Для полировки применяют относительно более высокое напряжение, а по окончании этого процесса напряжение снижают до определенного значения и производят травление. Электролитическое травление может применяться также и для образцов, поверхность которых подверглась механической полировке.
Этот метод всегда следует использовать, когда обычная полировка не дает удовлетворительных результатов. Аппаратура, пригодная для этой цели, была показана на рис.
133. В литературе приводится много данных об образцах, электролитически протравленных в водных или спиртовых растворах [129].
Источник: https://stroitel12.ru/polirovka-nerzhavejki-do-zerkalnogo-bleska-svoimi/
Полировка нержавеющей стали: методики и применяемый инструментарий
Полирование — это операция, которая относится к отделочным, при обработке различных поверхностей. Полировка заключается в последовательном снятии слоев материала малыми объемами, различными способами и материалами. При этом достигается матовый или зеркальный блеск поверхности.
Среди множества процессов наибольшее распространение приобрели механический, химический, электрохимический и электролитно-плазменный.
Помимо предания эстетичного вида готовому изделию, данный вид обработки может быть обусловлен технологическими требованиями к поверхностям элементов, взаимодействию их между собой.
Изделия из нержавеющей стали в большинстве случаев проходят обработку полированием. Рассмотренные здесь методы подходят для широкого диапазона марок нержавеющей стали. Для подбора оптимального способа необходимо пользоваться справочной литературой, разработанными технологическими картами полировки.
Матовая поверхность: методики получения
Для получения матового блеска на поверхности нержавеющих сплавов определим, что ее делает ее такой. По определению академических толкователей такой называется поверхность, дефекты на которой характеризуются неровностями, геометрия которых не превышает длину волны видимого спектра (400-700 нанометров).
Свет, падая на такие неровности, рассеивается под произвольным углом во всех направлениях. Существует четыре способа матирования металлической поверхности. Механический, химический (электрохимический) способ, окрашивания лакокрасочными составами или оклеивание пленкой.
Основными надежными являются два первые, третий и четвертый носят исключительно декоративный характер при невозможности использовать другие методы. Механическое матирование нержавеющей стали, или как его еще называют сатинирование, в промышленных масштабах осуществляют при помощи абразивно – струйной обработки.
Помимо придания эстетичного вида, при таком виде обработки происходит поверхностный наклеп, защищающий впоследствии от механических повреждений. Применение шлифовального круга для нержавеющей стали приемлемо, как конечная обработка при механической обработке.
Химическое матирование происходит в среде кислотного травителя при определенных температурах, при ограниченном времени пребывания в ванне.
Для интенсификации появления матовой пленки на поверхности нержавеющей стали возможно повысить температуру, до определенного уровня концентрацию кислоты или использовать постоянный электрический ток.
Процесс электрохимического матирования характеризуется не только экономией времени, но и более глубоким и равномерным слоем, который образуется на поверхности. Электрохимическая полировка нержавеющей стали применима для получения других видов поверхностей.
Зеркальная поверхность: способы получения
Апофеозом полировки можно считать зеркальную полировку нержавеющей стали. Кроме красивого товарного вида, применение такой стали зачастую обусловлено особенными свойствами такой обработки. Известные производители профессиональной кухонной посуды и оборудования предпочитают именно такой материал.
Идеально гладкая зеркальная поверхность не позволит пригореть пище и легко отмоется после процесса приготовления. Контролировать чистоту такой посуды намного легче. Зеркальность поверхности обеспечена минимальными дефектами размеры, которых меньше длин волн видимого спектра. Падающий на такую поверхность луч будет отражаться от нее, не претерпевая изменений.
Для достижения такой поверхности применяются целые комплексы методов и материалов, с применением разнообразного инструмента.
Основные способы это механический, химический, электрохимический и другие. Так на многих больших заводах изготовителях есть линии по прокатке зеркального листа. Такой вид обработки относится к механической полировке.
В международных системах классификации нержавеющей стали принято выделять такую сталь определенной маркировкой. Идеальный лист или труба с маркировкой ВА относится к поверхности, полученной в результате холодной прокатки с отжигом, травлением с применением едкого аммиака.
После изготовления такой лист оборачивается пленкой и до потребителя доходит в таком виде.
Электролитно-плазменная обработка может помочь добиться зеркального блеска на шлифованной нержавеющей стали. Метод заключается в электрохимической обработке детали, с пропуском напряжения, пороговое значение которого приводит к образованию микроплазменных разрядов на металле.
Благодаря возникающей плазме с высокими температурой и давлением, происходит нанесение равномерной пленки, с высокими прочностными характеристиками. Использование специальных аппаратов позволяет провести полноценную полировку в течение 3-12 минут.
Энергоемкость данного процесса выступает барьером его распространения в промышленных масштабах.
Инструменты для полировки нержавеющей стали
Полировальные станки способны обеспечить обработку с точностью до 5 квалитета и чистоты до 12 класса. Являясь инструментом для предварительного полирования, при помощи специальных расходных материалов он способен, в ручном режиме работы, добиться зеркальной полировки в домашних условиях.
Бор машина со сменными насадками, благодаря высоким оборотам и вариативности насадок способна справиться с мелкими узлами и элементами ювелирной промышленности, придавая блеск заданного типа. В продаже предлагается с набором насадок. Профессиональные модели способны регулировать скорость оборотов, оборудованы механизмом быстрой смены насадок.
Ванны для электрохимического полирования тяжело найти готовыми в продаже, как и установки для проведения такого процесса.
Обычно материал, емкость размещение подключения катода и анода определяется производителем с учетом потребности заказчика.
Ручной инструмент не находит широкое применение в промышленности, но используется при производстве штучных, декоративных и особо точных изделий. К таким инструментам относят надфили, полировочные бруски, полировочные салфетки.
Расходные материалы
Шлифовальная шкурка – применяется как в домашних условиях, так и на крупных предприятиях с большими объемами. Используется как для ручной полировки, так и расходным материалом для полировочных станков. Обработка полировочными шкурками заключается в поэтапной обработке поверхности со сменной шкурки с крупной на более мелкую.
Полировальные пасты или полироль для нержавеющей стали выпускаются с различной степенью размера и количества абразива. Цвет пасты говорит о том, для какого вида полировки и металла она предназначена. При обработке такими пастами следует учитывать рекомендованные производителем обороты вращения полировочного круга.
Интересная информация. Среди таких паст самая известная это паста ГОИ. Степень насыщенности зеленого цвета говорит об абразивности пасты. Чем насыщенней цвет тем крупнее абразив в составе пасты. Среди обязательных условий пользования пастами это нанесение их на фетровую салфетку или круг, а не на полируемую поверхность.
Полировочные круги изготавливают из войлока, шерсти и ряда других синтетических, специально разработанных, материалов. Выпускаются для крепления в полировальных станках, горизонтальных полировальных машинах, бытового использования в дрелях.
Полировка поверхности нержавеющих сталей при помощи современных методов и приспособлений позволяет улучшить эксплуатационные характеристики изделий и выход на новые рынки с конкурентоспособными товарами.
Источник: http://solidiron.ru/steel/polirovka-nerzhaveyushhejj-stali-metodiki-i-instrumentarijj.html
Советы в работе с нержавейкой
Как отполировать нержавейку (нержавеющая труба, лист нержавеющий): Гладкая зеркальная поверхность нержавеющей трубы или листа может быть получена не только в заводских условиях, полировать нержавейку вполне возможно и дома. Этот процесс необходим для придания эффектного вида самодельной работе, зачистке сварочных швов или для нейтрализации царапин на поверхности. Для этого Вам понадобится:
- • — углошлифовальная машина (болгарка);
- • — шлифовальные круги различной зернистости;
- • — наждачная бумага или камень;
- • — фетровые или войлочные круги;
- • — полировальная паста.
Сначала необходимо произвести черновую зачистку поверхности, удалить наплывы металла со сварных швов. Для этого используйте круг на фибровой основе. Если поверхность достаточно гладкая, пропустите этот этап.
Для того, чтобы удалить риски от зерна возьмите войлочный или фетровый круг и равномерно нанесите на него столярный клей. Затем аккуратно пройдитесь им по абразивной крошке.
Абразивную крошку можно получить из наждачной шкурки или камня, потерев их друг о друга.
Отшлифуйте поверхность нержавейки еще несколько раз, каждый раз уменьшая размер абразива вдвое. Не забудьте промывать поверхность нержавеющей стали после каждой шлифовки. Проверьте, поверхность после шлифовки должна быть совершенно гладкой.
Убедитесь, что устранены все грубые шероховатости, иначе после полировки эти участки придется шлифовать заново. Возьмите чистый фетровый или войлочный круг и полировальную пасту. Важно правильно подобрать полировальную пасту, поскольку для разных марок нержавейки подходят разные виды пасты.
Постарайтесь найти алмазную пасту, зернистость которой соответствует вашему металлу, в крайнем случае, подойдет обычная полировальная паста или ГОИ. Начните финишную полировку нержавеющей стали, последовательно убирая видимые риски.
Постепенно, через некоторое время, вы увидите, что поверхность становится все более гладкой, это происходит из-за того, что под воздействием высокой температуры поверхность детали оплавляется и растекается. Старайтесь не перегреть деталь, некоторые металлы от этого могут поменять цвет.
Как определить нержавейку: Нержавейка, обладает качествами, присущими только этому виду стали. Отличить ее от «собратьев» можно, подвергнув некоторым испытаниям. Сделать это можно, поместив сталь в соляной раствор. Можно прибегнуть к более сложным методам, использовав физические расчеты.
Для этого Вам понадобится:
- — соль поваренная;
- — вода;
Поскольку, исходя из названия, «нержавейка» стойка к ржавчине, надо проверить ее с этой точки зрения. Необходимо сделать концентрированный раствор поваренной соли в воде и поместить в него изделие из нержавеющей стали. На следующие сутки можно оценить результат. Нержавеющая сталь может быть пищевой и не пищевой. Отличить их можно при помощи спектрографа.
Как сваривать нержавейку:
Сварка представляет собой процесс неразъемного соединения частей путем установления между ними межатомных связей при нагреве или пластическом деформировании. Как правило, сварку применяют для соединения различных металлов и их сплавов. При сваривании деталей нержавеющей стали нужно учитывать отличия физических свойств «нержавейки» от свойств углеродистой стали.
Какие существуют способы сваривания «нержавейки»?
От углеродистого проката нержавеющую сталь отличают большое удельное сопротивление, более низкая точка плавления и теплопроводность, больший процент теплового расширения.
Выполнять сварку нержавеющей стали можно несколькими способами
При толщине материала более 1,5 мм обычно применяется ручная дуговая сварка вольфрамовым электродом в инертном газе. Высокая производительность достигается при сварке тонких листов нержавеющей стали, а также нержавеющих труб.
А вот для сваривания листов «нержавейки» толщиной 0,8 – 1,5 мм годится импульсная сварка дугой при плавящемся электроде в инертном газе, а также дуговая сварка со струйным переносом металла. Все более широко применяется плазменная сварка.
Для толстого нержавеющего металла производится дуговая сварка под флюсом, а для более тонких листов точечная и роликовая сварка . После сварки требуется последующая обработка сварных швов.
На поверхности соединения, полученного путем сварки, образуется пористый оксидный слой, который в существенной степени ослабляет стойкость сварного шва по отношению к коррозии.
Для последующей обработки сварных швов применяются различные методы.
Одним из таких способов обработки сварных швов считается травление
При правильном применении травление способно устранить вредный оксидный слой, а также зону со сниженным содержанием хрома. В зависимости от конкретных условий выполняется травление путем погружения, нанесения на поверхность или же покрытия изделий пастой.
Чаще всего применяется смешанная кислота в сочетании с водой. Время травления нержавеющего проката зависит от концентрации кислот, толщины окалины, температурного режима и сорта нержавеющего проката.
Еще один этап обработки при сварке «нержавейки» — доведение степени шероховатости сварного шва до соответствующего показателя основного материала.
А достигается это путем шлифования и полирования уже после выполнения травления. Такая обработка обычно усиливает стойкость конструкции к коррозии. Как сварить нержавейку: Нержавеющая сталь является одной из самых популярных среди всех видов стали. Плюсы нержавейки — высокая сопротивляемость коррозии, гладкость поверхности, гигиеничность, прочность, технологичность, практичность.
Что нужно для сварки нержавейки
Для сваривания нержавейки вам понадобится определенная квалификация по работе со сварочными аппаратами для того, чтобы этот процесс прошел быстро, качественно и без вреда для кого-либо.
Сваривайте нержавеющую сталь при помощи сварочного аппарата и выпрямителя, но не простого, а выпрямителя с дросселем.
Обычный не подойдет абсолютно, потому что с ним процесс пойдет сложнее и превратится в сплошное мучение, поэтому пощадите свои нервы и возьмите то, что нужно.
2. Производите сварку в подогретом состоянии при температуре примерно 2000 °С, внимательно следя за тем, чтобы разогрев нержавеющей стали во время сварки был минимальным.
Если сравнивать, то более приемлемый результат получается при электродуговой, нежели при газовой сварке. После произведенных работ соединение нагрейте до 7200-7800 °С и затем очень быстро охладите.
Если для этого варианта у вас нет оборудования, то переходите к шагу 3.
Шаг 3. Варите нержавеющую сталь с большой скоростью и очень быстрым охлаждением, что чаще всего можно осуществить, применяя охлаждающие или медные накладки и подкладки под сварной шов. Предварительно изделие стоит подвергать «закалке» 1050-1150 °С с последующим мгновенным охлаждением. Если для этого варианта у вас нет оборудования, то переходите к шагу
4. Прогрейте нержавеющую сталь перед сваркой до 2500-3500 °С. Это позволит избежать появления трещин и разрыва сварных соединений. В качестве электродов используйте аустенитную сталь, благодаря которой образуется вязкий сварной шов. Главное выполняйте все аккуратно, спокойно и размеренно, и тогда вероятность ошибок и неудач при сварке будет минимальной. Источник
- топливозаправочные модули
Источник: http://vipkatalog.pp.ua/coveti-v-rabote-s-nerzavejkoj.html
ccm-msk.ru
Как полировать нержавейку | Сделай все сам
Автор: admin · 20.01.2017
Гладкая зеркальная поверхность нержавеющей детали может быть получена не только в заводских условиях, полировать нержавейку абсолютно допустимо и дома. Данный процесс нужен для придания эффектного вида самодельной работе, зачистке сварочных швов либо для нейтрализации царапин на поверхности.

Вам понадобится
- — углошлифовальная машина (болгарка);
- — шлифовальные круги разной зернистости;
- — наждачная бумага либо камень;
- — столярный клей;
- — фетровые либо войлочные круги;
- — полировальная паста.
Инструкция
1. Вначале проведите черновую зачистку поверхности, удалите наплывы металла со сварного шва. Для этого используйте углошлифовальную машину (болгарку) и круг на фибровой основе с зерном Р60. Если поверхность довольно гладкая, пропустите данный этап.
2. Для того, дабы удалить риски от зерна Р60, возьмите круг с зерном Р120. Если у вас нет круга с каким-нибудь размером зерна, сделайте его независимо. Для этого возьмите войлочный либо фетровый круг, равномерно при помощи шпателя нанесите на него столярный клей и опрятно пройдитесь им по абразивной крошке. Абразивную крошку дозволено получить из наждачной шкурки либо камня, потерев их друг о друга.
3. Отшлифуйте поверхность нержавейки еще несколько раз, весь раз сокращая размер абразива вдвое. Не позабудьте промывать поверхность нержавеющей стали позже всей шлифовки. Если допустимо, не устанавливайте на углошлифовальной машине скорость больше 4500 циклов в минуту.
4. Проверьте, поверхность позже шлифовки должна быть идеально гладкой. Удостоверитесь, что устранены все дерзкие шероховатости, напротив позже полировки эти участки придется шлифовать снова.
5. Возьмите чистый фетровый либо войлочный круг и полировальную пасту. Главно верно подобрать полировальную пасту, от того что для различных марок подходят различные виды пасты. Постарайтесь обнаружить алмазную пасту, зернистость которой соответствует вашему металлу, в крайнем случае, подойдет обыкновенная полировальная паста либо ГОИ.
6. Начните финишную полировку нержавеющей стали, ступенчато убирая видимые риски. Понемногу, через некоторое время, вы увидите, что поверхность становится все больше гладкой, это происходит из-за того, что под воздействием высокой температуры поверхность детали оплавляется и растекается. Усердствуйте не перегреть деталь, некоторые металлы от этого могут поменять цвет.
Совет 2: Как полировать металл
Ежедневно мы используем большое число металлических предметов. Это могут быть как столовые приборы, так и инструменты для ремонта чего-либо. Металл имеет качество окисляться. Его поверхность начинает мутнеть, со временем начинается коррозия и возникает ржавчина. Следственно металлические предметы требуют периодической полировки.

Вам понадобится
- Паста для полирования, ветхая зубная щетка, полировальные круги, ветхий электродвигатель от швейной машинки, паста ГОИ.
Инструкция
1. Полирование может быть механическим и бесконтактным. Проще каждого полировать первым методом. Он не требует каких-нибудь специальных условий. 2-й же, напротив, может быть произведен только при наличии некоторых факторов. Также бесконтактный метод больше затратный, следственно его стоит использовать только для тех случаев, когда механический метод не помогает либо не может быть произведен из-за специальных колляций полируемого предмета.
2. Самый легкой вариант — полировать предмет с подмогой пасты ГОИ. Это зеленое вещество, которое продается в твердых брусках. Его нужно наносить на полировальные круги либо на хлопчатобумажную ткань которой вы изготавливаете полирование. Паста ГОИ бывает № 1, 2, 3 и 4. Она применяется для дерзкого, среднего и тонкого полирования. Полировать надобно, надев войлочный круг на особую полировальную машинку. Будьте дюже опрятны при полировании, потому что дозволено легко пораниться работающим прибором.
3. Небольшие предметы дозволено полировать вручную, не применяя полировальную машинку. Для полирования маленьких предметов со трудной формой возьмите ветхую зубную щетку. Нанесите на нее немножко пасты и начните стремительными движениями полировать поверхность. Помимо пасты ГОИ, для полирования металлов дозволено применять наждачную, хромовую, крокусную и известковую пасты. Если у вас нет полировальной машинки, то дозволено применять мотор ветхой швейной электромашинки. Необходимо скрупулезно закрепить полировальные круги на оси мотора.
4. Самый трудный метод полирования металла — электрохимический. При таком методе обрабатываемое изделие помещают в особую ванночку. В ней все неровности металла исправляются под воздействием тока и электролита. Данный метод дюже труден и опасен. Следственно не следует пользоваться им в домашних условиях.
Совет 3: Как полировать камень
Полирование — это заключительный процесс в обработке камня, в итоге которого его поверхность приобретает зеркальный сияние, выявляется рисунок, цвет и конструкция породы. Как водится, камень полируют особыми приборами и в несколько этапов.

Инструкция
1. Раньше чем отполировать камень , нужно исполнить его шлифовку, дабы убрать все следы позже круты камня. Отшлифовка дозволено поделить на три операции: обдирка (дерзкая шлифовка), шлифовка и доводка — лощение. Если у вас нет станка для обработки камней, сделайте шлифовку на стекле.
2. Для этого возьмите стекло (толщиной 6-10 мм), на него насыпьте абразивный порошок, смочите его водой и сделайте шлифовку круговыми движениями. Также для шлифовки вы можете применять мелкозернистую наждачную бумагу. Если будете шлифовать камень на станке, то используйте круг из чугуна, свинца либо меди. Проследите, дабы поверхность этих кругов была ровной и гладкой.
3. Дабы сделать полировку на станке, снимите планшайбу, после этого оборонительный (пластмассовый) корпус и скрупулезно с мылом и щеткой вымойте их. Очищенные детали установите опять на место, полировальный круг закрепите, насыпьте на круг щепотку порошка, смочите водой порошок и разотрите его по кругу. В качестве полировальных порошочен можете применять алюминий, цинк, оксид хрома, алмазную пыль. Включите мотор и отполируйте камень . Но для полировки камня на станке вы можете применять фетр, войлок либо сукно. Сделайте из этих материалов круги толщиной 10-20 мм и наклейте их на чугунную планшайбу шеллаком, сургучом, смесью сургуча с канифолью либо гудроном, но проложите между металлом и полированным материалом листовую резину. Перед полировкой фетровые, войлочные, суконные круги слегка увлажните. Во время шлифовки либо полировки, камень подносите и прижимайте осмотрительно, движение руки должно быть направлено вопреки вращения круга.
4. Если вам нужно отполировать твердые камни, такие как гранит, яшма, используйте круги, сделанные из древесины ольхи, осины, тополя либо бука. Но следите, дабы они вращались со скоростью 200 циклов в минуту, потому что при низкой скорости полировка получается лучшего качества. Камни одного и того же вида владеют различной полировочной способностью. Для всякого камня нужно подбирать индивидуальное число и сочетание порошочен, скорость вращения диска, силу давления.
5. Дабы проверить качество полировки камня, отполированную поверхность протрите чистой тряпочкой, встаньте вблизи включенной электрической лампы и попытайтесь на поверхности камня обнаружить отражение волоска горящей лампы. Если отражение видно – значит полировка прошла удачно.Если у вас нет полировальных инструментов, то полировку камня замените лакировкой с применение бесцветного лака.
Обратите внимание!
Паста ГОИ либо «Парижская зелень» не дюже результативна при полировке и при этом пагубна для организма. Применяя данный материал, неизменно одевайте перчатки и охраняющую маску.jprosto.ru