Как отполировать металл
Шлифовка и полировка металла
Автор канала «Alokin AlokinAlokin» представил развернутый видеоурок (в конце публикации), в котором показана технология шлифовки и последующей полировки металла в домашних условиях до зеркального блеска.

С силой прокатанный сверток сохраняет форму. Заготовлено 5 насадок с маркировкой Р400, Р500, Р800, Р1000, Р1200. Присутствуют крупные поперечные царапины. Момент на валу сильно зависит от скорости.

До 12000 об/мин обороты падают при нажиме, а свыше 20000 об/мин быстро изнашивается шкурка. Шлифуем перпендикулярно царапинам до их исчезновения. Такая насадка быстро обновляется и обеспечивает необходимое давление на поверхность.
Много чего для домашнего мастера в этом китайском магазине.
Стертая и засаленная часть обрезается. Направление шлифовки, периодически, меняется на перпендикулярное. Так материал снимается эффективнее и лучше убираются хаотические царапины. Увеличиваем номер бумаги. В процессе шлифовки бумага изнашивается, ее агрессивность падает, крупный абразив выкрашивается. Потому, на новую бумагу нужно оказывать меньшее давление, чтобы не получить глубокие царапины. Грубая паста для тонкой шлифовки. 320 это все, что было указано на упаковке.
Перед переходом на более тонкую пасту место полировки должно быть очищено от её остатков. Еще одна no name паста. В составе указан краситель. О типе абразива остается только гадать. Так делать не надо, паста наносится только на насадку. Заметна шлифовка на скорую руку. Шлифовка более качественная.
Полировка металла — это больше, чем шлифование мелкими абразивами. Тут имеет место и химические процессы (растворение оксидных пленок веществами, входящими в составы паст) и термические (термическое размягчение материала и размазывание его по металлу). Перед полировкой поверхность нужно зачистить от царапин, постепенно уменьшая размер абразива. Перед переходом к более мелкой наждачной бумаге следует убедиться, что все царапины убраны. В зависимости от глубины царапин, выбирается номер наждачной бумаги, с которого начнется шлифовка. При наличии средней пасты ГОИ №3, наждачную бумагу номером больше Р1200 можно не использовать т.к. размер зерна у них сопоставим, а сама наждачная бумага с малым размером зерна быстро засаливается.

Для полировки стали оптимальное давление насадки 1- 2 кг/см^2 и окружная скорость 30-35 м/с. Формула окружной скорости. V=(3,14*•D*•n)/60 (м/с); D-диаметр насадки (м); n-частота вращения (об/мин). В показанном случае V=(3,14*•0,01*•15000)/60=7,8 м/с. Это в 4 раза меньше рекомендуемого. Т.е. можно без потери качества увеличивать диаметр до 4-х см. При этом из ваты быстро рассыплется, а вот кожаная или из х/б нитей выдержит.
Полировка при большей скорости и давлении, чем рекомендуется, снижает качество поверхности, но увеличивает количество снимаемого металла, потому на начальной стадии полировки этим можно пользоваться. Для получения более качественной полировки скорость и нажим снижают до значений более низких, чем рекомендуемые.
В процессе полировки, связующие входящие в состав пасты плавятся и выступают смазкой в процессе срезания абразивом материала, а также отводят тепло от поверхности. При этом сама полировальная насадка нагревается и связующее начинает проникать вглубь её, оставляя зерна абразива без смазки и теплоотвода. После этого зерна, лишившись связующего, отваливаются и оставляют царапины на обрабатываемом металле. По этой же причине пасту не следует наносить на металл. Проходящая по металлу насадка не может захватить весь материал, а захваченные зерна абразива удерживаются не достаточно хорошо, к тому же сами зерна распределятся не равномерно по ней. Избыток пасты так же ничего хорошего не дает. Она просто скользит по слою связующего между металлом и насадкой, а зерна абразива плавают в слое, не вступая в плотный контакт с поверхностями.
Поскольку для нормальной работы пасты должно расплавиться связующее, то и работать такие пасты будут только в определенном температурном диапазоне, когда связующее уже расплавилось, но еще достаточно густое, чтобы удерживать зерна абразива на насадке. Для большинства паст диапазон начинается с 70 градусов Цельсия. И именно по этой причине полировать вручную крайне не эффективно. Для нормальной работы такую нужно растопить, добавить любое жидкое масло и перемешать. Обычные растворители для размягчения не подходят т.к. быстро испаряются и средство густеет.
Продолжение тут.
izobreteniya.net
Самые распространенные технологии полировки металла: в домашних условиях и на предприятиях
Полировкой называется окончательный процесс изготовления детали, осуществляемый с использованием различных способов с целью удалить минимальный слой металла для достижения зеркального блеска поверхностей. Это взаимосвязанные физические, химические, электрические воздействия, выбор которых зависит от вида материала, используемого инструмента и характеристик внешней среды. Требуемое качество достигается при замене абразивов и способов воздействия. Время полирования зависит от исходного качества металла.
Требования к качеству металла и покрытий определены в ГОСТ 9.301-86. На поверхностях не должно быть раковин, пор, ржавчины, трещин после шлифования, окалины, заусенцев. К степени блеска нормативных требований нет.
На предприятиях, занимающихся обработкой металлов, осуществляется входной контроль поверхностей. При необходимости проводится:
- обработка сжатым воздухом, содержащим абразив (стальную дробь) (удаляется ржавчина и окалина);
- обработка металлическими щетками для удаления окислов и травильного шлама;
- обезжиривание разогретых в органических растворителях (хлорированных углеродах) для удаления смазки;
- обезжиривание в растворах щелочей (удаление минеральных масел);
- обезжиривание в электролите (электрохимическое).
В домашних условиях поверхности протираются растворителем, обрабатываются напильником или болгаркой с диском с соответствующей зернистостью.
к содержанию ↑Класс полировки определяется по шероховатости поверхностей (высоте неровности в микронах) конкретной детали. Шероховатость соответствует области использования. Всего существует 14 классов чистоты, которые в чертежах обозначаются равносторонним треугольником. Числовые значения шероховатости после полировки металла указаны в ГОСТ 2789-59.
Внешний вид поверхности | Высота неровностей (до мкр) | Класс | Вид обработки |
Следы обработки хорошо видны | 320 | первый | Точение, фрезерование, строгание |
160 | второй | ||
80 | третий | ||
Следы обработки почти не видны | 40 | четвертый | Получистовая обработка |
20 | пятый | ||
10 | шестой | ||
Следы обработки не видны | 6,3 | седьмой | Тонкое точение, шлифование |
3,2 | восьмой | ||
1,6 | девятый | ||
Поверхность с зеркальным блеском | 0,8 | десятый | Доводочное полирование |
0,4 | одиннадцатый | ||
0,2 | двенадцатый | ||
0,1 | тринадцатый | ||
0,05 | четырнадцатый |
В промышленности для измерения высоты неровностей используются специальные приборы: профилографы и микроскопы. В домашних условиях шероховатость определяется «на глаз».
к содержанию ↑Самые распространенные способы полировки металла:
- механический (абразивный);
- химический (пасты, растворы);
- электрохимический (в электролитах);
- ультразвуковой.
Механическая полировка металла может быть сухая или мокрая.
Процесс может осуществляться:
- вручную;
- в полуавтоматическом режиме;
- автоматически.
Важно! При ручной обработке можно следить за процессом и влиять на результат. Достичь высокого качества и производительности невозможно.
Полуавтомат – это специальное оборудование и квалифицированный специалист. Обработка осуществляется на станках для полировки металла, технологические параметры меняются вручную. При автоматической обработке на серийном производстве участие человека не требуется. Работа осуществляется очень быстро и с высокой точностью. Объем брака минимизирован.
Вручную полируют мелкие детали в домашних условиях. Пасту наносят на тряпку и натирают поверхность круговыми движениями. Для поверхностей больших размеров чаше всего используют шлифовальные машины (болгарки) или дрели, оснащенные насадками различной зернистости.

На диск можно установить различные насадки. Если насадка из войлока или ткани, ее смачивают пастой. Профессиональный инструмент используют в автомастерских, так как он позволяет обработать поверхности достаточно больших размеров. На небольших предприятиях, обрабатывающих металл, используются станки, оснащенные полировочными лентами или войлочными (матерчатыми) кругами.

К механическим способам относится так же абразивная технология полировки металла в вибрационных барабанах, наполненных сухим абразивом или раствором. Вращение и вибрация позволяют быстро снизить шероховатость. Если способ сухой, то раствор заменяется опилками дуба или ясеня, кусочками фетра или замша. Если используется раствор, то кроме полировочных стальных шариков в него можно добавить щелочь (например, раствор хозяйственного мыла), ускоряющую процесс.
Но механическое полирование обладает рядом недостатков:
- существует вероятность внедрения абразивов в структуру металла;
- большие затраты на установки и ресурсы;
- обработка состоит из нескольких стадий;
- процессом сложно управлять;
- требуются значительные затраты ручного труда и времени.
Важно! Более высокий потенциал у химической полировки, особенно, если речь идет об элементах декоративной отделки помещений из различных сплавов или дорогих металлов.
При использовании этого способа металлические изделия погружаются в растворы определенной температуры. При прохождении химических реакций шероховатости плавятся в течение нескольких минут. Ручного труда почти нет, электроинструмент и приспособления для полировки металла не требуются. Поверхность обрабатывается равномерно, конфигурация детали значения не имеет.
Но есть и недостатки. Зеркальный блеск не достигается (поверхность скорее матовая), раствор нужно часто менять, он достаточно агрессивный (чаще всего это кислота). Работы можно проводить только в спецодежде, помещение должно быть оснащено качественной системой вентиляции.
При электрохимической полировке детали тоже погружаются в раствор, но через него пропускается электрический ток. Так как поверхность неровная, оксидная пленка толще в микровпадинах. Раствор быстрее обрабатывает ровные части поверхности с тонким слоем оксида. По окончании процесса поверхность получается идеально гладкая. Небольшие временные затраты дают возможность повысить производительность.
Недостаток – большой расход электроэнергии. Если поверхность шероховатая, требуется механическая шлифовка. Нужно тщательно следить за качеством и температурой раствора, плотностью тока. Растворы создаются из кислот, поэтому обязательно соблюдение правил техники безопасности. Чтобы сократить расходы, желательно предварительно материал обрабатывается механическими способами.
На крупных предприятиях полирование стараются автоматизировать и роботизировать. Сделать это позволяет использование ультразвука, повышающего производительность в 30 раз и позволяющего не приобретать круги и пасты. Расход электроэнергии ниже, чем при использовании химического или электрохимического способа.
к содержанию ↑Технология ручной полировки металла требует покупки оборудования (дрели, болгарки) и различных насадок.

Основные средства для полировки металлов механическим способом – различные пасты, содержащие карбид кремния, циркония или титана, алмазную крошку, оксид хрома. Твердые пасты необходимо разбавлять маслом. Затраты получаются большие, так как процесс состоит из нескольких этапов, для каждого из которых требуются различные насадки.
Если используется химический или электрохимический способ, нужны большие емкости и кислоты для приготовления растворов, спецодежда. Используется азотная, соляная, серная, фосфорная кислота, глицерин, бензиловый спирт. Для домашнего хозяйства это достаточно затратные покупки, поэтому химическими препаратами пользуются только на предприятиях.
к содержанию ↑Все полировочные станки делятся на 2 группы: с кругами и лентами. Ленты и круги состоят из абразивов, при выборе учитываются требования к шероховатости поверхностей после обработки. Оборудование полуавтоматическое или автоматическое. Автоматические станки могут становиться частью линий, используемых в серийном производстве.
Любой станок оснащен станиной (платформой), не меняющей положение во время работы. На платформу монтируется электродвигатель, приводящий в движение вал. Работать можно с точильными абразивами и кругами. Угол заточки регулируется вручную или автоматически. Некоторые конструкции оснащаются емкостью для воды, необходимой для охлаждения.
Доступны станки для обработки сырья (листов стали, алюминия, латуни, профилей) и готовых изделий:
- судовой арматуры;
- сантехнического оборудования;
- металлических карнизов и перил;
- дверных ручек, частей подсвечников;
- велосипедных деталей;
- столов и стульев;
- глушителей для мотоциклов и автомобилей.
Мощность промышленных моделей 700-950 Вт, подключаются они к сети 220 В. Частота вращений 90-150 оборотов в минуту. Регулировка производится в зависимости от характеристик обрабатываемого материала и формата круга. На первых этапах обработки используются большие круги, маленькие – для доработки. В комплектацию включается кабель и удлинитель. Во время работы могут потребоваться инструменты для измерения углов, стабилизаторы, пасты.
solidiron.ru
Полировка металла до зеркала: необходимое оборудование, описание процесса
Несмотря на относительно невысокую степень обрабатываемости, при необходимости можно проводить практически полное изменение декоративных и физико-механических качеств металлов. Примером назовем полировку металла до зеркальной поверхности, которая может проводиться самым различным образом. Рассмотрим то, как проводится полировка металла до зеркала и какими особенностями обладает подобная процедура.

Виды выполняемых работ
Снижение шероховатости может проводиться самым различным образом:
- Абразивной обработкой, которая предусматривает применение специального оборудования. При этом оно делится на ручные инструменты и специализированное оборудование, устанавливаемое в промышленности.
- Применение специальных препаратов или определенных химических веществ.
- Электрохимический метод, который предусматривает повышение химический активности приманиваемых веществ.
- Электролитно-плазменная технология.
Кроме этого, для существенного повышения качества получаемого изделия и ускорения процесса могут применяться сразу несколько методов. Примером назовем случай, когда на момент механической обработки проводится добавление специальной пасты.
к содержанию ↑Основные недостатки традиционных технологий
У традиционных методов, к которым относят абразивное и химическое воздействие, есть довольно большое количество недостатков:
- Невозможно автоматизировать процесс, во многом результат зависит от умений мастера. Сегодня на крупных и средних предприятиях в большинстве случаев при полировке применяются специальных станков, которые позволяют сократить время получения зеркальной поверхности, и повысить качество получаемого результата. Однако, установка подобного оборудования окупается только в случае массового производства изделий и их реализации.
- Получить зеркальную поверхность достаточно сложно, все зависит от особенностей материла. Технологические особенности прохождения механической и химической обработки не позволяют совместить их с процессом полировки, проводимым при применении специального оборудования.

Технологии абразивного и химического воздействия на сегодняшний день применимы в бытовых условиях. При этом появились препараты, которые позволяют существенно ускорить процесс и повысить качество получаемого изделия. Химическая полировка металла до зеркального блеска на сегодняшний день зачастую проводится при применении паст, основанных на алмазной стружке.
к содержанию ↑Особенности применяемых паст
Полировка металла до зеркального блеска пастой ГОИ, производимой на основе алмазной стружки, сегодня проводится в бытовых условиях довольно часто. Подобного рода паста для зеркальной полировки металла обладает следующими особенностями:
- В продаже встречаются варианты исполнения с различным показателем зернистости. Для получения зеркальной поверхности следует применять вещество с наименьшим показателем зернистости. Однако, выбор также зависит от первоначально состояния изделия. Если шероховатость высокая, то процедура проводится в несколько этапов при применении веществ различного типа.
- Точность проводимой процедуры довольно высока. При изготовлении рассматриваемой пасты применяются синтетические алмазы, позволяющие максимально точно отполировать поверхность до зеркального состояния.
- Простота в применении. Подобные вещества просты в применении, что позволяет проводить работы в быту без наличия соответствующих навыков обращения с материалом.
- Для алмазной пасты требуется минимальное количество подручных материалов. Наноситься может при помощи кисточки, растирание по поверхности выполняется тряпкой, для удаления остатков проводится промывка.

СОВЕТ: Выбирая номер пасты ГОИ для полировки металла до зеркального блеска, следует учитывать, что производитель маркирует размер абразивного вещества в составе значением от 1 до 5. Для получения зеркальной поверхности следует выбирать пасту под №1. Она предназначена для получения идеального блеска.
Принцип работы алмазного абразива можно охарактеризовать следующим образом:
- Состав, на основе алмазной стружки, оказывает механическое и химическое воздействие. За счет этого образуется пленка, отвечающая за декоративные качества.
- В состав многих паст входят активаторы, которые способствуют адсорбирующих процессов. За счет этого существенно упрощается весь процесс.
- Для нанесения вещества могут использоваться самые различные ткани. Примером назовем микрофибру или войлок. Кроме тканей используется чистая бумага, мягкая резина и другие материалы, способные переносить и распределять пастообразное вещество.
- В некоторых случаях проводится нанесение препарата на шлифовальный круг, что позволяет существенно повысить эффективность проводимой работы.
Сегодня уже сода для полировки металла используется крайне редко, так как она не позволяет получать качественные поверхности, напоминающие зеркало. Паста ГОИ является распространенным универсальным средством, которое применяется на протяжении многих лет. Подходит оно для различных металлов и неметаллов. Впервые в продаже она появилась в 1930 году, но даже сегодня имеет большое распространение. Производят это вещество с различным показателем зернистости.
Средняя зернистость считается универсальным предложением, подходящим для различных материалов. Продукт с крупным абразивным зерном подходит исключительно для обработки конструкционной и других сталей, которые прошли только процедуру черневого точения, то есть обладают высокой степенью шероховатости, мелкая: мягких и цветных сплавов.

Виды применяемой алмазной пыли
Если нужно получить блеск при обработке металлического изделия, то без специальных составов, производимых на основе алмазной пыли практически не обойтись. В продаже встречаются средства, которые предназначены для обработки не только металлов, но и других материалов. Для того чтобы не ошибиться в выборе следует учитывать нижеприведенную информацию:
- Многие производители при использовании желтой упаковки производят препараты, предназначенные для шлифовки керамики и стекла. Однако некоторые специалисты допускают применение подобных веществ для финишной обработки стали и других сплавов, так как керамика и стекло обладают схожими физико-механическими качествами.
- Синяя упаковка применяется для обозначения препарата, предназначенного для обработки стекла.
- Красный цвет используется для обозначения абразива, который может использоваться при обработке стали и других сплавов.
Продукт на основе алмазного абразива производится достаточно большим количеством компаний. Объем упаковок может быть различным, стоимость варьирует от нескольких сотен до нескольких тысяч рублей.
В заключение отметим, что полировка должна проводиться исключительно в несколько этапов. Если изделие обладает повышенной шероховатостью и сразу начать обработку мелким абразивом, то достигнуть нужного результата будет сложно, на это уйдет много времени и применяемых материалов.
solidiron.ru
Как отполировать металл в домашних условиях
Шлифование и Полировка металла
Поверхности металлических изделий отделывают не только для придания им красивого внешнего вида, но и для защиты от ржавления, разъедания кислотами, щелочами и т. д. В одном случае оказывается достаточно опилить изделие напильником, в другом — надо довести поверхность до блеска путем шлифовки и полировки, в третьем — покрыть лакокрасочными составами, все это можно сделать самому в домашних условиях.
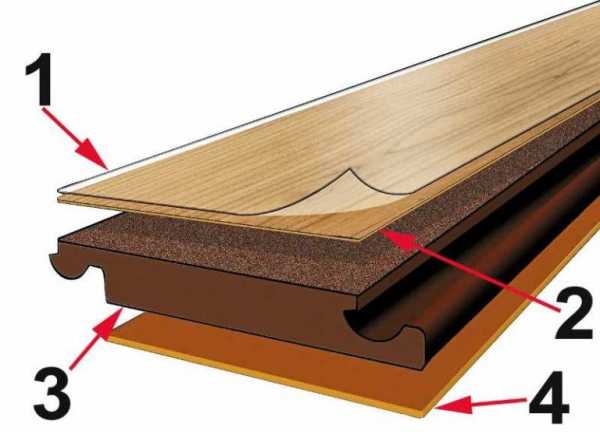
Рис, 1. Отделка металлических поверхностей: А — шлифование шкуркой; Б — шлифование с помощью напильника; В — шлифование круглых изделий; Г — полирование пастой.
После обработки металлов напильником на них всегда остаются более или менее глубокие следы от зубьев насечки. Чтобы сделать поверхность более чистой, гладкой и даже блестящей, ее шлифуют и полируют.
В домашних условиях металлы шлифуют наждачными шкурками после тщательной обработки поверхности личным напильником. Чтобы шкурку было удобно держать, ее обертывают вокруг деревянного брусочка (рис. 1, А) или широкого напильника; концы шкурки при этом удерживают большим и указательным пальцами обеих рук. Выпуклые цилиндрические поверхности можно шлифовать, обернув шкурку вокруг них.
Сначала поверхность обрабатывают в разных направлениях, более грубыми крупнозернистыми шкурками, затем более мелкими. Окончательную шлифовку ведут в одном — продольном — направлении шкуркой с самым мелким зерном. При шлифовании изделие должно быть закреплено неподвижно.
Зеркальный блеск придается металлическим изделиям полированием. Без предварительной шлифовки полировать можно только поверхности, тщательно обработанные личными и бархатными напильниками. Напильник нужно натирать мелом. Поверхность сначала обрабатывают поперек имеющихся на ней штрихов. Когда штрихи вдоль и поперек будут одинаковыми, направление меняют на 90° и так повторяют несколько раз. Обработанную таким образом поверхность, так же как и шлифовальную, полируют специальными полировочными пастами.
Промышленность выпускает полировочные пасты под маркой ГОИ. Они состоят из мелких абразивных порошков (окиси хрома, окиси железа и др.), мягких пластических веществ, составленных из воска, стеарина, керосина и других материалов. Пасты ГОИ бывают грубые (темного, почти черного цвета), средние (темно-зеленые) и тонкие (светло-зеленые). Сначала полируют грубой пастой, которая делает поверхность матовой, затем средней и, наконец, тонкой доводят до зеркального блеска. Пасту наносят на войлочный тампон, суконную или полотняную тряпочку и натирают полируемую поверхность.
Полировочные пасты можно приготовить самому. Для полировки стальных изделий рекомендуют такой состав (в весовых частях):
Пчелиный воск — 6
Техническое сало — 5
Окись свинца — 3
Окись хрома — 80
Для полирования и наведения глянца на латунных и никелированных поверхностях применяют пасты следующего состава (в весовых частях):
Техническое сало — 1
Окись хрома — 14
Отполированную поверхность протирают смоченной в керосине ветошью, а затем насухо чистой тряпкой.
Сделай сам своими руками, поделки, самоделки, подарки, украшения
5 марта 2011 года телеканал National Geographic, команда ученых.
Все знают, что лимон или лимонная кислота незаменимая вещь в.
Клей силикатный (его еще называют жидкое стекло) Спирт этиловый.
Было нечего делать и я вспомнила что на балконе лежит тыква.
У многих владельцев автомобилей есть старые, ненужные покрышки.
Серия работ, принесшая известность японской художнице, стала.
№1 и №2 тонкая, придает зеркальный блеск поверхности.
№3 средняя, придает матовый блеск
№4 это грубая паста, хорошо удаляет царапины
Полировка металла
Для придания лучших потребительских качеств и привлекательного внешнего вида металлическим изделиям проводят процедуру финишного шлифования. Полировка металла придает изделию декоративный блеск, также выполнение подобной процедуры позволяет подготовить поверхность для нанесения различных материалов.
Полировка металла может проводиться следующими методами:
- механическая или абразивная полировка изделий;
- химическая обработка при помощи специальных веществ, к примеру, пасты;
- электрохимический способ;
- электролитно-плазменный способ.
Некоторые виды финишного шлифования простые, не требуют наличия специальных материалов или оборудования. К примеру, механический метод может использоваться в домашних условиях. Однако добиться существенного результата при их применении практически не возможно.
Полировка металла при помощи традиционных методов, абразивного и химического воздействия на поверхности, имеет определенное количество ограничений в применении. К ним можно отнести:
- отсутствие возможности автоматизации процесса. При проведении работы по получению блеска многие предприятия внедряют технологию автоматической обработки, что позволяет значительно сократить время получения целой партии. Химическая, механическая, электрохимическая полировка имеют особенности, которые затрудняют автоматизацию технологического процесса;
- затруднение получения зеркальной поверхности при использовании рассматриваемых типов воздействия на металл касается технологических и электрических причин. Экономические причины, прежде всего, связаны с большой стоимостью производственных роботов и станков, которые работают на системе числового программного управления. Технологические определяют невозможность включения традиционных методов полировки изделий из металла для получения зеркальной поверхности.
Полировка нержавейки войлочным полировочным диском
Зачастую вышеприведенные проблемы приводят к тому, что рассматриваемая работа выполняется руками при помощи специальной пасты при механическом воздействии. Этот момент определяет значительное снижение показателя производительности, так как обработка на автоматизированной линии невозможна. Из-за использования устаревших методов зачастую производственная линия представляет сбой конвейер, а это отрицательно отражается на стоимости получения изделия, снижает конкурентоспособность предприятия.
На протяжении многих лет использовался механический метод обработки поверхности металлического изделия. Специальные наборы абразивных кругов и лент при сочетании полировочными пастами ГОИ позволяют получить материал с показателем шероховатости Rа = 0,05–0,12 мкм.
К особенностям данного метода паролирования можно отнести:
- для автоматизации процесса используются специальные станки, которые оснащают матерчатыми или войлочными кругами;
- на абразив наносится определенное количество пасты ГОИ;
- рассматриваемая паста гои представляет собой специальный порошок, состоящий из активного вещества, которое оказывает активизирующее воздействие на поверхность изделия;
- типичная паста состоит примерно из 60% абразивного компонента и 40% связующего вещества. содержание активизирующей добавки 2%.
Финишное шлифование можно достигнуть только при использовании пасты ГОИ. При этом используется мягкий круг и паста ГОИ с тонким абразивом. При подобной работе расход материала довольно большой: на 1 квадратный метр поверхности приходится 0,3 войлочного круга и абразивного вещества типа ГОИ, примерно, 100 грамм. При обработке сложной поверхности используется ленточный тип материала и тот же абразив ГОИ.
Отдельное внимание следует уделить пасте ГОИ. Она представляет собой специальное вещество, которое создано на основе оксида хрома. Вещество из категории ГОИ выпускается в виде бруска зеленого цвета. Специальные наборы ГОИ содержат бруски с различными показателями зернистости абразива.
При химической полировке на поверхность оказывается сочетание воздействия определенного вещества и гальванических паров. Этот процесс определяет образование пассивирующей оксидной пленки, которая приводит к выравниванию микронеровности поверхности.
Качество полирования зависит от соотношения скорости образования пленки и ее растворения в жидкости. Наибольший показатель блеска можно добиться при образовании пленки малой толщины. При химическом полировании металла можно добиться пленки меньшей толщины, чем при электрохимической, что определяет возможность достижения лучшего блеска, но большие неровности детали не могут быть выровнены.
Механическая и химическая полировка металла зачастую не приводит к необходимому результату. Это связано с тем, что изделие может обладать повышенной устойчивостью к изменениям структуры. Электрохимический метод – процедура воздействия, которая предусматривает погружение деталей в электролит. Провести подобную работу своими руками зачастую достаточно сложно, так как электролит представлен раствором кислоты. Воздействие происходит при подключении резервуара к источнику питания с напряжение около 20 В.
Этот вид обработки определяет появление пассивирующей пленки, которая приводит к уменьшению показателя шероховатости. Степень изменения качества поверхностной структуры зависть от подаваемого напряжения. Достигаемое качество зависит от типа металла, показателя остаточной деформации, толщины обрабатываемой детали и других моментов.
Последние годы все большей популярностью стал пользоваться электролитно-плазменный метод обработки.
Специальные наборы приспособлений, которые создать своими руками достаточно сложно, обеспечивают воздействие заряда на деталь. К особенностям конструкции можно отнести:
- обрабатываемое изделие становится анодом;
- к детали подводится положительный потенциал от мощного источника питания;
- в качестве катода выступает рабочая ванна.
Для воздействия на нержавеющую сталь и медных сплавов используют специальный раствор, состоящий из сульфата аммония и хлористого аммония. Их концентрация составляет примерно 5%. При условии, что изделие изготовлено из другого металла или сплава используется раствор с концентрацией приведенных веществ 10%. Полировка металла при использовании подобного набора и метода выполняется в течение 2-5 минут, заусенце можно снять примерно за 20 секунд. Подобные показатели определяют высокую производительность этого способа полировки металла.
Оставьте заявку на станки
Copyright © 2017 Станки по металлу и дереву.
Подпишитесь на нашу рассылку! Будьте в курсе новинок, современных трендов, технологий!
elfterra.ru