Чем паять серебро
Технология и особенности пайки серебра в домашний условиях
Периодически серебряные изделия требуют ремонта, который вполне возможно провести дома. Многочисленные предметы домашнего обихода и украшения подчеркивают своеобразный стиль и вкусы владельца. Эти предметы служат на протяжении многих веков. Разнообразные цепочки, кольца, шкатулки, кухонная утварь, а также ювелирные изделия вполне ремонтопригодны при порче.
Данный процесс можно доверить настоящим профессионалам или же воспользоваться собственными руками. Для этого следует внимательно изучить теоретическую часть, вспомнить основы материаловедения, а также приобрести необходимые инструменты и компоненты. При таком подходе процедура восстановления изделий станет не такой уж и сложной.

Что представляет собой пайка серебряных изделий?
Перед тем как паять серебро в домашних условиях следует немного окунуться в материаловедение и изучить технологию процесса. Чтобы спаивать серебряные предметы требуется специальный припой, разновидности которого отличаются плотностью, химическим составом, температурой плавления, удельным электросопротивлением.
Сама процедура весьма ответственна и требует правильной подготовки. Качество соединения будет зависеть от правильности выбранного припоя, а также флюса. Совершенно не подойдет для восстановительной работы серебряный лом, так как припойный материал должен плавиться при меньших значениях температуры, чем обрабатываемый металл. В противном случае восстанавливаемое изделие может просто расплавиться вместе с припоем.
Особенности пайки
Серебряный материал имеет температуру перехода в жидкое состояние +960 °С, что ориентировочно на 100 °С ниже, чем показатели меди, а также золота. Помимо этого, входящие в сплав металлы также отличаются температурными значениями плавления. Эти показатели учитываются при выборе припоя. Он маркируется буквами, а также числовыми показателями. Именно цифры указывают на процентную составляющую серебряного материала в припойном сплаве. Для примера можно привести припой ПСр-10, в котором на серебряную часть приходится 10 %.
До того как начинать паять серебро в домашних условиях нужно помнить, что чем выше требуется прочность соединения, тем большее количество этого металла должно находиться в припойном материале. Титановые предметы возможно запаять исключительно чистым серебряным металлом. Оловянно-свинцовистый припой ПОС-40, с оловом в составе 40 % можно заменить серебряной припойной массой с количеством серебра 2,5 %, оставшаяся часть которой содержит свинец.
Эти сплавы обеспечивают высокую прочность соединений и превосходную коррозионную защиту. Чтобы надежно спаять серебро небольших размеров, следует использовать тугоплавкий припой, имеющий температурную величину плавления порядка +240 °С. К ним относится специальная паяльная паста, а также сплавы ПСр-2,5 или же ПСр-2. При самостоятельном изготовлении припойных соединений необходимо придерживаться следующих пропорций металлов: серебро – 45 %, медная часть – 25 %, цинковая составляющая – 30 %.
Эти вещества переплавляются в муфельной печи, после чего отливаются на заранее подготовленную подложку. Окончательная обработка выполняется путем пропуска металла через специальный станок вальцовочного типа. Это необходимо для получения небольших пластин с серебром толщиной до полумиллиметра.
Пайка серебра невозможна без использования специальных флюсов. Они выполняют защиту места соединения от окислов путем изолирования соединяемого участка от воздействия воздуха. В бытовых ремонтах используется состав из поташа с бурой в одинаковых пропорциях. Вместо поташа допускается использование технической или же пищевой соды.
Водный бурный раствор требует предварительной сушки. Данная процедура выполняется на домашней газовой плите. Жидкость должна находиться в специальной емкости для выпаривания (можно фарфоровой). После получения кристаллической массы, бура остужается и измельчается. Полученный порошковый состав смешивается с содой или поташом. Удаление флюсовых остатков после соединения изделий производится подогретым кислотным слабым раствором.
Соединение ювелирных изделий маленького размера удобно проводить газовой горелкой. Она обеспечивает необходимое удобство, а также высокое качество соединений. Для нее необходим всего лишь небольшой баллончик с газом и умение обращаться с данным инструментом.

Что потребуется для пайки
Чтобы припаять предметы из серебра следует провести предварительную техническую подготовку. Для этого освобождается место для спаиваемых изделий, а также размещаются необходимые компоненты и приспособления, к которым относятся:
- материал огнеупорного типа (асбестовое полотно или же кирпич);
- кусачки, пинцет, медные щипцы;
- горелка газового типа или паяльник;
- небольшая кисточка;
- ткань;
- припой серебряного типа с флюсом;
- серная печень;
- кислотный раствор для травления.
Подготовив все требуемые вещества и инструменты, приступают непосредственно к работе.

Пайка электрическим паяльником
Паяное соединение серебряных предметов в домашних условиях электропаяльником выполняется в крайних случаях. Для этого используется обычный электроприбор с тонким стержнем. В этом случае припоем служит тугоплавкий металл типа ПСр-2,5 или же ПСр-2. Эти металлические материалы имеют температуру плавления до 300 °С, что вполне подходит для работы электроинструментом. В крайних случаях используется припой для пайки меди ПОС-60, подходящий исключительно для неответственных деталей.
Обрабатываемые участки хорошо очищаются от жировых следов, окислов и грязи. Предварительно подготавливается система крепежей, которая будет способствовать надежной фиксации изделий при спаивании. Предохранение места спайки от окисления осуществляет специальный флюс для пайки серебра. Он создает защитную пленку на участке обработки и препятствует воздействию воздуха на металл. В процессе работы паяльником необходимо следить, чтобы флюс равномерно покрывал спаиваемую область. После окончания соединения скрепляемый участок обрабатывается слабым кислотным раствором для удаления остатков флюса.
Пайка газовой горелкой
Спаиваемые предметы помещаются на негорючую площадку и хорошо фиксируются. Для этого применяются разнообразные крепежи, а также специальная нихромовая проволока с тугоплавкими свойствами. Необходимо обеспечить наиболее меньшие зазоры между соединяемыми изделиями, что создаст качественную и красивую спайку.
Перед тем как спаять предметы, обрабатываемые участки освобождаются от оксидного слоя и тщательно зачищаются. Это необходимо для создания прочного и долговечного внутреннего соединения. Подготовленные места покрываются небольшим слоем защитного флюса. Порошковую массу можно насыпать на участок или же заранее подготовить водяную кашицу и нанести ее кисточкой.
К месту спайки подносится припойный металл в количестве, необходимом для удобства работы. Оптимальными считаются небольшие по размерам кусочки 2×2 мм. С помощью бокорезов или же кусачек припойные полоски разделываются на частички подходящего объема.
Подвод горелки к предмету выполняется с боковой стороны. С особой осторожностью выполняется прогрев области соединения. При этом необходимо следить, чтобы газовая струя не сдувала флюс с припойной массой. По окончании расплавления флюса усиливается огонь для создания сплошного паяного шва. Если необходимо, добавляется припой с защитным веществом.
Небольшая трещина заполняется припойным металлом «легкого» типа. Он содержит пониженное количество серебра, что позволяет переходить в жидкую фазу при пониженной температуре. Пайка серебряным припоем с надежным соединением элементов требует использования сплава с более высоким значением серебра в составе. Это создаст прочное и надежное соединение в месте стыка. Аналогичным способом обработки предметов из серебряного материала выполняется их сварка.

На финальном этапе выполняется очищение спайки от флюсовых остатков. На крупных вещах это можно выполнить с помощью надфиля и небольшого кусочка шлифовальной шкурки. Для осветления или же чернения поверхности используют кислотный раствор слабого типа.
Никогда не забывайте о мерах предосторожности при пользовании электроприборами и газовой горелкой. Рабочее помещение обязательно должно быть проветриваемым, снабжаться необходимыми средствами пожаротушения. Пользуйтесь защитными перчатками и негорючим основанием под обрабатываемыми предметами. Помните, что от соблюдения требуемых мер безопасности зависит не только здоровье, но также и жизнь.
oxmetall.ru
Пайка серебра: тонкости технологической процедуры
Серебро на протяжении длительного времени считалось практически бесполезным металлом, не оказывающим влияние на развитие прогресса, технического усовершенствования. Однако еще в древности серебро активно применялось для пайки. Пайка серебра – актуальная процедура и в наше время, так как многие из нас имеют определенные украшения из полезного драгоценного металла: колечко, цепочку, перстень, сережки и т. п.

Температура, при которой серебро начинает плавиться, составляет 960 гр. С, не является достаточно высокой для температуры плавлении металла. К примеру, температура, по достижении которой начинает плавиться медь и золото – 1083 гр. С и 1063 гр. С соответственно. Безусловно, проводить параллели, сравнивать с другими металлами – в этом нет смысла, поскольку ассортимент металлов в столь давние времена был совсем невелик.
Многие из нас во время обучения в технических учебных заведениях проходили предмет материаловедение. Открыв современный справочник по материаловедению, мы можем лично удостовериться в том, что в нем имеются несколько серебряных припоев: ПСр-25, ПСр-10, ПСр-12. Маркировка припоев содержит буквы и цифры, где последние указывают на процентное содержание серебра в припое.
В технике припои с серебром имеют особое место, поскольку паяные серебряным припоем швы выходят невероятно прочными, плотными, и устойчивыми к коррозии. Последнее качество является наиболее важным. Разумеется, никто даже не помышляет паять серебряным припоем хозяйственные предметы (ведра, посуду), однако некоторые предметы быта, без которых обойтись сегодня очень сложно, просто нуждаются в присутствии припоев подобного рода. В отдельности рассмотрим сплав ПСр-12, используемый для пайки патрубков, коллекторов, штуцеров, а также прочей аппаратуры с содержанием меди более 58%.
Чем выше требовательность к прочности, устойчивости к коррозии, тем более значимое содержание серебра в припое. Стоит отметить, что в некоторых случаях требуется пайка припоем с 70%-м содержанием серебра. Интересно знать, что пайка такого материала, как титан, вынуждает воспользоваться чистейшим серебром, безо всяких примесей цинка.

Мягкий серебряно-цинковым припоем пользуются в качестве альтернативы оловянному припою. Для многих подобное является нелепостью, поскольку припой заменяется на валютный металл. Но удивляться здесь по сути нечему, так как данный вопрос является сугубо денежным.
В наше время остается наиболее ходовым припой ПОС-40, в состав которого входит 40% олова и 60% свинца. Припой используется практически повсеместно, где требуется пайка. Для сравнения скажем, что заменитель ПОС-40 содержит в своем составе всего 2,5% серебра, в то время как оставшаяся доля – свинец.
Значимость серебра, как материала для пайки, в наше время неуклонно растет по большей части в технической сфере, о чем свидетельствуют опубликованные данные, согласно которым, только в одних США для данных целей (пайки) ежегодно тратится до 840 тонн серебра.
Как паять серебро паяльником?
Пайка рассматриваемого металла в условиях своего быта – полезный опыт, который может пригодиться в будущем. Пайка представляет собой создание неразъемного соединения металлических элементов, выполненных из серебра, при помощи легкоплавкого материала (температура плавления последнего существенно ниже аналогичного показателя основного материала).
Технологическая часть процедуры может отличаться в зависимости от типа металла, условий пайки, а также многих других факторов, перечислять которые полномерно — нецелесообразно. Таким образом, пайка электронных печатных плат своими руками и ремонт ювелирных украшений может существенно отличаться.
Доверить украшение можно как профессионалу, так и взяться за работу самому, своими руками. Однако для этого понадобится обуздать некоторую полезную информацию, а также быть проинформированным об установленном порядке действий, если вас всерьез интересует пайка.
Материалы, инструменты, необходимые для работы:
- Электрический паяльник;
- Припой;
- Флюс (колофоний).
Порядок действий:
- Первым делом стоит знать, что в электронике пайка деталей, в состав которых входит серебро, зачастую требует применения припоя. Работа в таких случаях выполняется припоем ПОС-60, плавящимся при температуре 180 гр. С. Таким образом, сначала следует позаботиться о наличии припоя для пайки электронных схем. Выпускается подобный тиноль в форме тонких трубочек, заполненных смолой. Смола в припое, в свою очередь, выполняет роль флюса, защищая поверхность металла от окисления.
- Далее подлежащая пайке рабочая поверхность деталей зачищается своими руками, при этом необходимо удалить образовавшиеся за долгое время оксидные пленки. Стоит отметить, что только в таком случае вы сможете достигнуть в домашних условиях качественного внутреннего соединения материала с серебром.
- Следующим этапом в месте потенциального соединения вы должны создать качественный прогрев поверхности до температуры, которая должна быть выше температуры плавления припоя. Здесь могут возникать некоторые трудности при нагреве существенных поверхностей с достаточно хорошей теплопроводностью, поскольку паяльник может не справиться с качественным прогреванием детали по причине своей слабой мощности.
- Пайка серебряных деталей требует тщательной защиты места соединения металла от воздействующего на него негативным образом воздуха. С этой целью можно применять наиболее подходящий флюс (колофоний), которому будет посильно создание защитной пленки в том месте, где будет производиться пайка. Во время расплавления припоя флюс способен равномерно распределяться по металлической поверхности.
- Пайка ювелирных изделий из серебра производится высокотемпературным припоем, который соответствует пробе металла, либо посредством припоев с более низкопробными материалами с наличием серебра в составе. Соединение серебра при помощи олова должно проводиться преимущественно в крайних случаях, при острой необходимости. Подобная мера необходима из-за того, что в дальнейшем ремонт серебряного украшения может стать довольно затруднительным. Таким образом, мастер не будет проинформирован о вмешательстве олова в металл, начет паять его высокотемпературным припоем. При таких обстоятельствах изделие попросту сгорит, и мастер не будет в этом виновен. Разумеется, если вы своими руками – самовольно — решили ремонтировать цепочку, браслет или какой-либо другой ювелирный предмет из серебра, и не собираетесь обращаться за помощью к специалисту, груз ответственности будет меньшим.
Как паять серебро газовой горелкой?
Не секрет, что в жизни каждого человека когда-либо что-то ломается, выходит из строя. По причине этого приходится оперативно или не слишком оперативно ремонтировать предмет.
Далеко не все ремонтные процедуры можно производить своими руками, но вот пайка сломанной столовой ложки, изготовленной из серебра, будет вам посильна. Поломанный драгоценный предмет лучше всего отдать ювелиру, но если у вас временно отсутствует нужная сумма, можете воспользоваться полезной информацией относительно ремонта изделия своими руками, материалом, а также инструментом.
Материалы, инструменты, которые нужны для работы:
- Газовая горелка;
- Флюс;
- Латунь;
- Припой.
Порядок действий:
- Для соединения мелких ювелирных деталей можно воспользоваться паяльником с небольшим жалом, а также негабаритной газовой горелкой. Стоит отметить, что последний вариант наиболее подходящий. Подобная определенность при выборе главного инструмента связана, прежде всего, с удобством: для работы газовой горелкой потребуется лишь обычный газовый баллончик, да и качество выполненной работы порадует вас не менее. Таким образом, способ воздействия на рассматриваемый драгоценный метал газовой горелкой является наиболее подходящим также с экономической точки зрения.
- Далее следует приобрести припой, в качестве которого предпочтительнее доверить работу тугоплавкому припою, температура плавления которого составляет в диапазоне 240 гр. С и выше. Припоем может отлично послужить материал маркировки ПСР2 и ПСР2,5. Также можно воспользоваться специализированной пастой для пайки, приобрести которую сегодня не сложно. Также понадобится купить флюс.
- Далее поверхности деталей необходимо будет очистить от загрязнений, окислов, после чего нанести тонкий слой флюса.
- Следующим этапом кладем на место спайки небольшой кусочек припоя.
- Перед тем как начать процедуру пайки, тщательно обдумайте детали системы зажимов, необходимой для фиксации деталей. Таки образом, следует качественно прогреть края паяемых деталей, после чего положить их на лист асбеста.
- Затем нужно воспользоваться газовой горелкой, начиная прогревать детали. Стоит отметить, что место прогрева необходимо сперва остудить, а уже после этого обрабатывать при помощи наждачной бумаги.
- Помимо всего, для обработки серебра вполне могут применяться тиноли с более низким содержанием в составе серебра. Однако в любом случае состав тиноля обязательно содержит серебро. Следует помнить о том, что для спайки вашего личного ювелирного изделия ни один специалист не будет променять обыкновенные оловянно-свинцовые припои, либо прочие низкотемпературные материалы подобного рода без вашего на то разрешения. В противном случае при повторном ремонте изделие может испортиться.
- Флюс можно приготовить своими руками: возьмите буру, после чего насыпьте ее в специальный резервуар подходящей формы (к примеру, в стакан); далее залейте буру водой, после чего нагрейте флакон посредством водяной бани; полученная смесь должна остудиться; образовавшиеся кристаллы необходимо измельчить посредством ступки. Таким образом, вы своими руками сможете приготовить флюс для обработки серебра.
Стоит подытожить: если имеются средства на ремонт и пайку серебряных изделий, а также других драгоценностей, лучше обратиться за помощью к мастеру-ювелиру. Однако если так не поступить, следует тщательно готовиться: набираться знаний, получать опыт, а уже после этого приступать к работе самостоятельно, иначе вы рискуете остаться без украшения вовсе.
Похожие статьиgoodsvarka.ru
Чем качественно паять серебро в домашних условиях?
- 06 декабря
- 677 просмотров
- 35 рейтинг
Время от времени серебряные вещи требуют ремонта, и возникает вопрос: чем паять серебро в домашних условиях? Ведь на протяжении нескольких веков человечество использует изделия из серебра. Ложки, вилки, браслеты, цепочки, шкатулки и кольца украшают нашу жизнь и подчеркивают индивидуальность владельца.
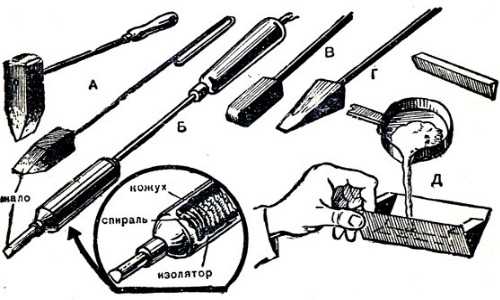
Инструменты и материалы для пайки: а — обычные паяльники, б — электрический паяльник, в,г — неправильная форма паяльника, д — отливка припоя в удобную для работы форму.
Можно доверить ремонт любимой вещицы профессионалу или выполнить необходимые действия самому, своими руками. Для последнего варианта понадобится освоить технологические приемы, порядок действий и применить на практике сведения по материаловедению и другую необходимую информацию.
Чем паять серебро в домашних условиях?
Пайка любых металлов требует знаний о физико-химических свойствах материала. Серебро плавится при температуре 960ºС, это среднее значение для металлов, применяемых при изготовлении ювелирных изделий. Для примера, температура, необходимая для достижения точки плавления меди — 1083ºС, а для золота — 1063ºС.
Сплавы, содержащие серебро, имеют разную температуру плавления. Точные значения указаны в специализированных справочниках. В частности, ПСр-25, ПСр-10, ПСр-12. Серебряные припои маркируются последовательностью букв и цифр. Цифровые значения соответствуют процентному содержанию серебра в припое.
Подготовка паяльника к работе и зачистка поверхности: а — нагревание паяльника паяльной лампой, б — способы крепления паяльника на паяльной лампе, в — подставка для паяльника, г — облуживание паяльника на кирпиче.
В современном производстве припои, содержащие серебро, являются важным, неотъемлемым компонентом технологического процесса, так как сварные швы, спаянные серебряным припоем, гарантируют прочность, высокую плотность и устойчивость к коррозии. Антикоррозийность следует признать самым значимым качеством. При повышении требований к прочности и устойчивости к коррозии необходимо использовать припои с повышенным содержанием серебра. В некоторых случаях применяется пайка припоем с 70%-м содержанием серебра.
Припой для серебра приобретается в специализированных магазинах. Предпочтительно пользоваться припоем тугоплавким (температура плавления выше 240ºС), использовать сплав с маркировкой ПСР2 и ПСР-2,5 или применить специализированную пасту для пайки.
Также можно изготовить припой своими руками. Применяются серебряно-медно-цинковые и серебряно-медно-кадмиево-цинковые припои. Наиболее оптимальный состав — 45% серебро, 25% медь, 30% цинк. Компоненты плавятся в муфельной печи под флюсом. Готовая смесь выливается на подложку, после остывания сплав пропускается через вальцовочный станок, до получения листочков толщиной примерно 0,5 мм. При пайке используют полоски шириной 1-3 мм, от которых отрезаются кусочки требуемой длины.
Не рекомендуется использовать дома составы, содержащие кадмий, так как пары кадмия вызовут проблемы со здоровьем. В процессе пайки место соединения подвергается воздействию атмосферного воздуха. Для предотвращения окисления и других негативных реакций применяют флюс (колофоний). Во время расплавления припоя флюс равномерно распределяется по поверхности металла и изолирует область сварки.
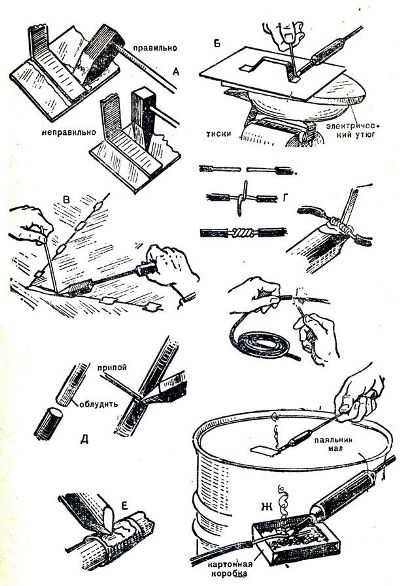
Приемы пайки: а — пайка открытого шва молотковым паяльником, б — подогревание спаиваемых поверхностен электрическим утюгом, в — пайка листового металла, г — пайка проводов, д — спаивание труб торцовым паяльником, е — способ запайки отверстий в трубах, ж — облуживание концов провода.
Дома можно использовать простой флюс для пайки серебряных сплавов — смесь равных долей буры (тетрабората натрия) и поташа. Поташ можно заменить пищевой или технической содой. Иногда добавляют 1/10 поваренной соли. Бура представлена водным раствором, и ее требуется просушить. Сушится она на конфорке кухонной плиты в сосуде типа фарфоровой химической емкости или чашки для выпаривания. Сушится на несильном огне.
Горячая бура образует пузыри, которые протыкаются металлическим стержнем для разрушения, масса должна оставаться в таре. После окончания процесса выпаривания буру немедленно снимают с огня, чтобы не допустить плавления. После остывания полученные кристаллы растирают в ступке и смешивают с поташем.
После окончания пайки с поверхности отремонтированного изделия флюс удаляют с помощью нагретого слабого раствора кислоты. Для чернения применяют горячий раствор серной печени. Серная печень — смесь полисульфидов натрия или калия, изготавливается сплавлением поташа или соды (две меры) с серой (одна мера). Готовую серную печень нужно хранить в герметичной сухой таре, непосредственно перед употреблением готовят раствор, так как он сохраняет свои свойства в течение 24 часов. Насыщенность раствора зависит от необходимого результата и подбирается индивидуально.
Для соединения мелких ювелирных деталей используют газовую горелку. Подобная определенность при выборе главного инструмента связана, прежде всего, с удобством: для работы газовой горелкой потребуется лишь обычный газовый баллончик, да и качество выполненной работы порадует.
Вернуться к оглавлению
Припои для ювелирных изделий.
- изолирующее огнеупорное основание (кирпич или асбестовая плита);
- серебряный припой;
- флюс;
- травильный кислотный раствор;
- серная печень;
- маленькая кисть;
- кусачки;
- пинцет;
- газовая горелка;
- медные щипцы;
- чистая ткань.
Вернуться к оглавлению
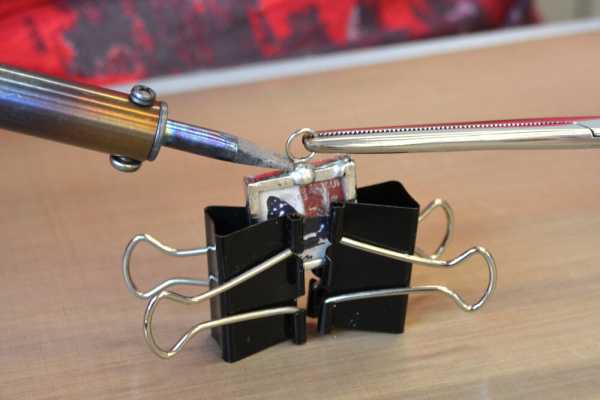
На огнеупорное основание помещаются детали, предназначенные для пайки. Все элементы должны быть жестко зафиксированы относительно друг друга. Используются зажимы разных конструкций и тугоплавкая проволока (нихромовая). Обратите внимание: чем меньше зазоры в зоне сварки, тем более красивое и качественное соединение получится.
Подлежащая пайке рабочая поверхность деталей тщательно зачищается, удаляются образовавшиеся за долгое время оксидные пленки. Обратите внимание на полное отсутствие загрязняющих компонентов — только так удастся достигнуть качественного внутреннего соединения. Обезжиренные элементы покрываются тонким слоем флюса. Флюс можно просто насыпать или непосредственно перед пайкой приготовить необходимое количество кашицы с водой. Кашица наносится кисточкой.
Газовая горелка для пайки металлов: 1 — внутренняя трубка, 2 — внешняя трубка, 3 — отверстие, 4 — звездочка, 5 — отросток.
Пайка. На место сварки помещают кусочек припоя. Количество припоя определяется по месту, удобно использовать кусочки размером 2х2 или 2х1 мм. Полоска припоя толщиной приблизительно 0,5 мм делится на части необходимого размера. Применяются кусачки или бокорезы.
Газовая горелка подводится к изделию сбоку. Осторожно прогревается место сварки. Следите, чтобы поток горячего газа не сдувал припой и флюс, также контролируйте равномерность прогрева. После расплавления флюса постепенно увеличивается пламя, пока припой не образует паяный шов. Если припоя не хватает, аккуратно добавляют припой и флюс.
Если требуется заполнить трещину, можно использовать «легкий» серебряный припой с пониженным содержанием серебра, так как он плавится при более низкой температуре. Для соединения двух частей вместе, соответственно, используйте «средний» или «твердый» серебряный припой с большим содержанием серебра, чтобы создать более крепкое соединение.
Финальная обработка. Изделие очищается от флюса. Излишки припоя удаляются наждачной бумагой или надфилем. Поверхность подвергается чернению или осветлению кислотным раствором.
В некоторых случаях спаять серебро пытаются оловянно-свинцовым припоем. Этот способ может быть применен только один раз в критической ситуации, при повторном ремонте изящество вещи может быть утрачено: при таких обстоятельствах изделие попросту сгорит, и мастер не будет в этом виноват.
Обязательно предупредите ювелира о применении при ремонте не содержащих серебро припоев.
Вернуться к оглавлению
Нужно знать, что пайка электронных печатных плат своими руками принципиально отличается от ремонта ювелирных украшений. Для пайки используется паяльник с тонким жалом. Работа в данном случае выполняется припоем ПОС-60, плавящимся при температуре 180ºС. Таким образом, сначала следует позаботиться о наличии припоя для пайки электронных плат. Выпускается подобный тиноль в форме тонких трубочек, заполненных смолой. Смола в припое, в свою очередь, выполняет роль флюса, защищая поверхность металла от окисления.
Работая у себя дома, соблюдайте правила безопасности. Открытое пламя горелки может стать причиной пожара. При нагревании припоя и флюса выделяются токсичные вещества, в вашем доме должна быть оборудована система вентиляции. Кислотный раствор вызывает химический ожог кожи и дыхательных путей. Будьте внимательны.
expertsvarki.ru
Пайка серебра горелкой и паяльником
Соединение деталей или ремонт трещин в ювелирных изделиях, элементах электротехники требует использования разных материалов и технологий, исходя от выбора инструмента (паяльника или газовой горелки). Перед тем, как паять серебро, следует ознакомиться с техническими параметрами процесса:
- Оптимальная температура плавления серебра 960 гр. (изделия из меди и золота плавятся при нагреве до 1083 и 1063 гр. соответственно).
- Для работы используются серебряные припои: ПСр-25, ПСр-10, ПСр-12. Их маркировка включает буквенные и цифровые знаки (они сообщают о процентном соотношении серебра в припоях). С увеличением требований к прочности, стойкости к коррозийным образованиям, требуется повышенное содержание серебра в припоях, до 70%. Например, сплав ПСр-12 позволяет создавать качественные швы на патрубках, коллекторах, штуцерах и прочих изделий, содержащих от 58% меди. Среди современников популярен сплав ПОС-40, состоящий на 40% из олова и 60% из свинца. Заменитель ПОС-40 включает 2,5% серебра, оставшуюся часть составляет свинец.
- При работе с ювелирными изделиями важным критерием выступает использование высокотемпературного припоя, соответствующего пробе металла, или низкопробных материалов с включением серебра в состав. Применение олова для соединения серебряных деталей может вызвать в дальнейшем трудности при ремонте. Не проинформированный мастер может начать пайку с помощью высокотемпературного припоя. Как результат - изделие сгорит.
Пайка серебряных деталей помощью паяльника
Пайка предусматривает создание неразъемных соединений металлических изделий, с использованием серебра и легкоплавких материалов (их температурный режим для плавления ниже основных заготовок).
Особенности проведения работ:
- При пайке электронных систем с включением серебра в составе следует воспользоваться припоем ПОС-60, с температурой плавления в 180 гр. На рынке встречается тиноль в виде тоненьких трубок, наполненных смолой. Она используется в качестве флюса, предотвращающего возможность образования окиси на металле.
- Дальнейшая защита рабочей поверхности деталей, предусмотренных для пайки, требует удаления образовавшейся за длительный период оксидной пленки. Это обеспечит достижение высокого качества внутренних соединений материала с серебром.
- Соединяемый участок следует разогреть до температурного режима, превышающего верхний предел плавления припоя. Из-за слабой мощности паяльника возможно образование трудностей при прогреве изделий с низкой теплопроводностью.
- Для обеспечения качественной защиты соединений от проникновения воздуха, следует воспользоваться колофонием, способным создать защитную пленку на участке, где планируется осуществление пайки. В процессе плавления припоя флюс равномерно распределяется по металлическому покрытию.

Как подготовить паяльник?
При первом подключении паяльника к сети возможно образование дыма. Это свидетельствует о выгорании масел, которые служат для консервации прибора. Достаточно обеспечить проветривание помещения. При подготовке наконечника, допускается его создание в виде отвертки, что придаст плотности и высокой стойкости к износу. Для создания острых или усеченных конусов, четырехгранных пирамид, угловых скосов с одной стороны можно заточить паяльник наждаком или напильником. Предохранить медь от окисления позволят никелевые покрытия. Для пайки мелких деталей оптимальным решением станут острые конусные или ножевые формы наконечников.
Инструкция по работе с паяльником, оснащенным медным жалом без покрытия, требует его лужения для предупреждения окислений и износа. В противном случае возможно образование тонкого слоя окалины, и припой не будет прилипать к нему. Лужение «жала» осуществляют путем разогревания паяльника до рабочей температуры, касанием «жала» к канифоли, расплавления на нем припоя и растирания о деревяшку. Эти меры предосторожности позволяют сократить постепенное разъедание флюсом и растворение жала припоем.

Выбор припоя
Припой для серебра продается в специализированных магазинах. Предпочтительны тугоплавкие варианты с температурой плавления от 240 гр. Рекомендованы сплавы с маркировкой ПСР2 и ПСР-2,5 или специализированная паста для пайки.
Допускается изготовление припоя своими руками. Они включают в состав серебро 45%, медь 25% и цинк 30%. Плавление компонентов обеспечивается в муфельной печи под флюсом. Готовую смесь выливают на подложку с дальнейшим пропусканием через вальцовочный станок, что позволяет получить листочки толщиной 0,5 мм. Для пайки используют полосы шириной 1-3 мм, от которых отрезают куски заданной длины. В процессе пайки на соединяемый участок воздействует атмосферный воздух. Предотвратит окисление и другие негативные реакции позволит флюс (колофоний). При нагревании припоя флюс равномерно распределяется по металлическому покрытию, изолируя участок сварки.

Техника плавления с помощью паяльника
Различают две основных методики пайки паяльником:
- Подачу (слив) припоя на изделия с кончика паяльника.
- Подачу припоя непосредственно на обрабатываемую поверхность.
В любом случае следует осуществить предварительную подготовку деталей к пайке, произвести их установку и фиксацию в исходном положении, нагреть инструмент и смочить место спая флюсом. Дальнейшая процедура определяется выбором технологии.
При подаче припоя с паяльника, на нем следует расплавить небольшое количество припоя (пока он будет удерживаться на кончике) и прижать «жало» к соединяемым изделиям. Флюс будет закипать и испаряться, а разогретый припой перейдет от паяльника на шов. Припой распределяют наконечником по шву.
О недостатке припоя сообщит металлический блеск жала. При заметном изменении формы жала можно судить о слишком большом количестве припоя.
При подаче припоя непосредственно на шов, следует разогреть детали до температуры пайки, и подать припой на изделие или встык между нагретым наконечником и деталью. В процессе плавления припой заполняет стыки между соединяемыми изделиями. Выбор технологии определяется типом работ. Первый вариант подходит для мелких работ, второй способ - для крупных изделий.

Советы по пайке электроинструментом
Если припой не течет, а мажется - детали недостаточно разогреты, следует воспользоваться более мощным прибором или разогреть паяльник до заданной температуры.
Не рекомендуется наносить большое количество припоя. Для создания качественной пайки следует предусмотреть на соединяемом участке оптимальный объем материала, обеспечивающим легкую вогнутость шва. При слишком большом количестве припоя, правильным решением станет его удаление.
О качестве спая сообщает его оттенок. Высшее качество - спай обладает ярким блеском. Недостаточный уровень температуры придает зернистой структуры, губчатая поверхность - брак. Пережженный припой имеет матовый оттенок и обладает низкой прочностью.
Использование активных (кислотных) флюсов требует обязательного смывания их остатков после пайки. Этому послужит моющее средство или обычное щелочное мыло. В обратном случае возможно разрушение металла от оставшихся кислот.
Важно знать! Паяльники идеально подходят для свинцовых припоев с более низким температурным режимом. С целью предотвращения порчи ювелирных изделий оптимальным вариантом станет применение газовой горелки.

Пайка серебра газовой горелкой
Для проведения качественного ремонта следует запастись:
- Изолирующим огнеупорным основанием (кирпичом или асбестовой плитой).
- Серебряным припоем.
- Флюсом.
- Травильным кислотным раствором.
- Серной печенью.
- Маленькой кистью.
- Кусачками.
- Пинцетом.
- Газовой горелкой.
- Медными щипцами.
- Чистой тканью.
Подготовка рабочего места
До начала работ требуется предусмотреть наличие вентилятора, позволяющего проветрить помещение при необходимости. С целью уменьшения количества дыма, специалисты рекомендуют открыть окна и включить вентилирующее устройство. Важно держать сильные струи далеко от участка проведения работ. В противном случае процесс охлаждения может привести к образованию трудностей в процессе пайки.

Подготовка пинцета и медных щипцов позволит справиться с высокотемпературным режимом. Последние не образуют коррозию и не влияют на качество травильного раствора. Пинцет служит для удержания серебряных элементов. Допускается изготовление пинцета из любого металла.

Для принятия мер предосторожности важно предусмотреть очки и фартук. Первые предотвращают попадание в глаза случайных брызг. Наличие джинсового или холщового фартука способствует минимизации вероятности возгорания одежды. Не рекомендовано использование свободных или свисающих вещей. Приступая к работе, следует подвернуть длинные рукава и галстук, скрыть длинные волосы.

При подготовке емкости с водой, используемой для ополаскивания серебра по окончанию процесса, важно предусмотреть наличие достаточной глубины, позволяющей разместить изделие целиком.

Приобретая «затравку» или кислотный раствор, следует убедиться в наличии маркировки для серебра. Она обычно поступает в продажу в виде порошка. До начала пайки порошок растворяют в воде и разогревают в кастрюле или специальном травильном горшке. Исключено применение кастрюли, микроволновки или духовки, предусмотренной к повторному применению для изготовления пищи. После травильного раствора возможно образование металлического запаха или следов токсичных материалов. Не рекомендуется взаимодействие стали с травильным раствором. Готовый раствор хранят до 3 недель.

Подготовка флюса своими руками
Для осуществления процесса требуется бура, ее засыпают в стакан, заполняют водой и прогревают через водяную баню. Полученной смеси дают остыть. Для размельчения образовавшихся кристаллов используют ступку.
При покупке флюса, оптимальным решением станет вариант общего назначения, или для «наплавки» (паста, жидкость). Его назначение заключается в очистке серебряного покрытия и теплопередаче. Он способствует удалению окиси, затрудняющей процесс соединения. Флюс для «наплавки» позволяет соединять детали при высоком температурном режиме, с химическим изменением поверхности.
Поэтапная инструкция
Качественная пайка серебра в домашних условиях производится ацетиленовой горелкой с плоским наконечником (заостренный вариант не подходит из-за быстрого отвода тепла, маленькая насадка грозит медленным нагреванием), весь процесс требует проведения ряда этапов:
- На огнеупорном основании размещают детали, предусмотренные для пайки. Важно предусмотреть жесткую фиксацию элементов, относительно друг друга. Этому послужат зажимы и нихромовая проволока. Важно понимать, что с уменьшением зазоров в зоне сварочного соединения, растет вероятность получения красивого и качественного шва.
- После очистки поверхности от оксидных пленок, следует покрыть детали с помощью тонкого слоя флюса. Допускается присыпка флюсом или приготовление необходимого количества кашицы с водой. Ее наносят кистью.
- Пайка. На участке, где будет производиться сварка, следует разместить кусок припоя. Оптимальные размеры составляют 2х2 или 2х1 мм. Толщину 0,5 мм делят на части до получения желаемого размера. В работе требуется использование кусачек или бокорезов.

- Газовую горелку подводят к боковой части изделия. Осторожно прогревают участок, где будет производиться сварочное соединение. Важно следить, чтобы поток горячего газа не повлиял на перемещение припоя и флюса, контролировать равномерное прогревание. В процессе разогрева флюса увеличится пламя, пока припой не образует паяный шов. По мере необходимости, можно аккуратно добавить припой и флюс.
- Для заполнения трещин, следует воспользоваться «легким» серебряным припоем с небольшим включением серебра, это обеспечит процесс плавления при более низком температурном режиме. Соединить две части вместе поможет «средний» или «твердый» припой с большим включением серебра, что обеспечит создание более крепкого соединения.
- Финишная обработка требует очистки изделий от флюса. Лишний припой удаляют наждачной бумагой или надфилем. Остается покрыть поверхность кислотным раствором для почернения и осветления.
Внимание! Обработку серебра можно производить с помощью тинолей, отличающихся низким уровнем серебра в составе.
Как соединить серебряные детали?

Порядок действий включает:
Очистку серебра. Использование обезжиривателейй рекомендовано при работе с замасляным или сильно загрязненным серебром. Для очистки окислений оптимальным решением станет размещение деталей в травильном растворе перед пайкой. Допускается использование наждачной бумаги с зернистостью 1000, что обеспечит получение шершавой поверхности.

Нанесение флюса на соединение. Приготовление флюса требует соблюдения инструкции на упаковке. Для его нанесения на готовые изделия требуется использование маленькой кисти. Многие мастера наносят флюс лишь на участках нанесения припоя, что предупредит его растекание. Другие размещают флюс на большой площади для сведения к минимуму риска повреждения от огня.
Оптимальным вариантом станет подготовка небольшого количества флюса в отдельной емкости, так как неоднократное погружение кисточки в основную бутылочку приведет к загрязнению и негативному воздействию на основные функции.

Расположение серебряных изделий для соединения. Разместив 2 изделия на паяльном кирпиче, следует предусмотреть физическое соприкосновение, обеспечивающее правильность соединения.

Расположение припоя на соединении. Используя пинцет, позволяющий захватить кусочек припоя, следует осторожно разместить его у одного конца трещины или разрыва. По мере плавления, он растечется по всему участку, где имеется флюс. Это исключает необходимость в покрытии припоем всей длины щели.
Припой нужно нагревать до образования жидкого состава. При розжиге горелки, требуется предусмотреть установку максимальной температуры. Весь процесс пайки заключается в ряде этапов:
- В поднесении горелки к месту соединения на промежутке 10 см и вращении по кругу, равномерно прогревая все элементы.
- Медленном поднесении пламени к участку соединения, сконцентрировавшись на припое.
- По мере достижения припоем точки плавления, он быстро растечется на обработанные флюсом участки серебра.
Если один из стыкуемых элементов имеет толщину больше другого, следует прогреть толстый участок с тыльной стороны до начала плавления припоя. Затем следует быстро прогреть тонкий.
В ряде случаев понадобится пинцет, позволяющий удерживать изделия в правильном положении, но следует разместить их далеко от пламени. Возможно появление необходимости в удержании небольших, тонких участков из серебра для обеспечения заданного уровня теплопередачи.

Опустив изделие в воду, следует погрузить его в травильный раствор и дать остыть на протяжении 1 минуты. Дальнейшее охлаждение производится путем обмакивания его в ванне с водой.
Травильным раствором принято считать кислотную ванночку, используемую для чистки ювелирных изделий после спаивания. Опустив в нее серебро, следует воспользоваться медными щипцами, и оставить его на несколько минут для удаления флюса и окисления. Важно предотвратить контакт с кожей, одеждой или инвентарем, что может повлиять на образование коррозии.

Промыв участок соединения водой, остается протереть его насухо тканью. При правильной организации работы изделие будет крепко соединено.
Отзывы пользователей
Олег Чернов, 44 года, Москва
Серебряный припой, флюс и горелку покупал на Митинском рынке. Рекомендую брать горелку, так как паяльник не дает требуемой температуры. Портативные горелки диаметром 8 мм и длиной 75 см заправляются баллончиками для газовых зажигалок. Флюс - бура, можно жидким воспользоваться, безкислотным и пр. Серебряный припой в виде проволоки диаметром 2-3мм.
В процессе пайки разогревал заготовку и припой, погружал его в буру. Потом припой подносил к детали и разогревал горелкой, пока он не растекался тонким слоем по поверхности. Пару раз потренировался и все «ок».
Андрей Кравцов, 34 года, СПб
Первый раз купил горелку, баллон с газом, флюс - буру и припой - харрис-2. Припой никак не растекался по поверхности деталей, образовывались шарики. Позже на одном из форумов узнал, что проблема в харрисе. Он является аналогом серебряного припоя. А мне для работы нужно было 30 – 40%. Харрис требует высокой температуры и смачивает изделие слабо - серебра мало.
Роман Деменков, 41 год, Сочи
Из опыта знаю: мало буры насыпал или перегрел - следует раскалить заготовки, окунуть в буру и разогреть вместе с припоем. Когда он начнет плавиться, можно добавить на заготовку еще буры и припоя. По мере нагревания, следует добиться, чтобы припой растекался между деталями, исключая перегрев. Важно манипулировать горелкой: отводить и подводить. Если припой легко плавится, можно паять, но небольшими навыками следует обладать.
Видео
sekrety-zhizni.ru










